 晶圆划切环节的几个核心要素
晶圆划切环节的几个核心要素
联动工作,缺一不可
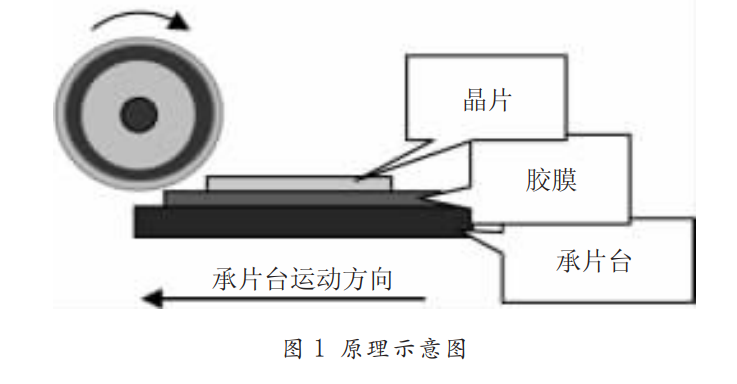
划片机以强力磨削为划切机理,空气静压电主轴为执行元件,以每分钟 3 万到 6 万的转速划切晶圆的划切区域,承载着晶圆的工作台以一定的速度沿刀片与晶圆接触点的划切线方向呈直线运动,将每一个具有独立电气的芯片分裂出来。在这过程中,水源进行冷却保护。
晶圆切割四要素,联动工作,缺一不可。
原理很简单,精细活儿却不那么好干。
主 轴
砂轮划片机主轴采用空气静压支承的电主轴。现在所使用的主轴有两类,分别是直流主轴及交流主轴。
直流主轴
①采用轴向强迫通风冷却或热管冷却,以改善冷却效果。
②在基本速度以下为恒转矩范围,在基本速度以上为恒功率范围。
③主要采用晶体管脉宽调制调速系统调速。一般会装有用于反馈的检测元件。
交流主轴
①经过专门设计的鼠笼三相异步电动机。
②与直流主轴电动机相类似,在基本速度以下为恒转矩区,在基本速度以上为恒功率区。当速度超过一定值后,功率 - 速度特性曲线会向下倾斜。
③广泛采用矢量控制调速方法进行速度控制。
由于结构上的差别,直流主轴的转速控制精度较高(通过反馈补偿转速),主轴工作时震动量较小,划切效果较好,但扭矩相对同功率交流主轴偏小,对较厚、硬的玻璃、陶瓷和键和材料划切,切削力不足。直流主轴划切领域主要是针对硅晶圆、砷化镓、氧化物晶圆等。
交流主轴扭矩较大,震动偏大,主要针对 LED 基板、生陶瓷、新型电子封装等较硬、精度要求较低的产品。
水 源
划片机所使用的水源有两路,主轴冷却水和切割冷却水。
主轴冷却水
主轴冷却水,顾名思义,主要作用是对主轴进行冷却保护, 在主轴内部循环使用。必须采用去离子水,否则会对主轴内部造成堵塞。冷却水的温度应恒定为室温,可配置恒温水箱。否则划切过程中刀痕容易产生偏移。空气主轴为关键部件,需定期(一般为6 个月)对主轴水路进行检查,防止水垢堵塞管路,造成主轴电机损坏。
划切冷却水
划切冷却水,主要采用去离子水,可根据产品需要增加特殊附件,例如二氧化碳气体,以改变水质电阻值等。
承片台
陶瓷微孔吸盘
优点:吸力均匀,适合吸附带膜、较薄、较脆的产品,不伤片,可减少背崩现象,形成较好的划切效果。
缺点:需要表面全部覆盖,否则吸力不足,对于较小工件来说,蓝膜浪费严重。另外微孔容易堵塞,不适合粉尘较多的加工环境。
刀具
每一类刀具都有外径大小、厚度、磨粒尺寸(筛号)、结合剂、集中度、刃口形状等的不同;根据安装方法可分为软刀和硬刀两种。
软刀

软刀需使用法兰固定,其优点是刀具露出量较大,可加工较厚产品,可通过更换法兰持续使用,性价比较高。但采用这种固定方式后,刀具为达到真圆效果,需要磨刀,且刀具和法兰的接触部分会有微量跳动,划切效果欠佳。
硬刀
硬刀通过高温高压的方式将刀体固定在特制法兰上,出厂时就可确认是真圆,由于刀体和法兰一体化,可加工高档产品,但制作方式决定其刀刃露出量不能太大,通常此种刀具刀刃露出量为0.30~1.15 m m 更小或更大的露出量需要特殊定制。硬刀不能加工较厚产品,这方面有局限性。
刀具选择的基本原则:即越硬的材料划切选取越软的刀体材料,越软的材料划切选取越硬的刀体材料。
比方,硬脆材料划切选择越硬刀具,就会在划切时出现背崩、背裂现象。
根据崩边要求和材料性质选取合适的刀体粘结度、材料软硬度、集中度、金刚砂颗粒尺寸等。
砂轮划片机能够划切的材料很多,不同性能的材料划切工艺存在差异,每一个参数都能关系到划切质量和效率。因此,切割前分析各方面因素,选择精准的刀片是非常重要的一步。
-
晶圆
+关注
关注
52文章
4912浏览量
127988
发布评论请先 登录
相关推荐
晶圆背面涂敷工艺对晶圆的影响


晶圆的TTV,BOW,WARP,TIR是什么?

划片机:光通讯器件划切领域的科技先锋

简仪科技助力实现晶圆温度的精准测量



碳化硅晶圆和硅晶圆的区别是什么

TC WAFER 晶圆测温系统 仪表化晶圆温度测量
一文看懂晶圆级封装





 工商网监
工商网监
评论