 机器人柔性去毛刺设备 Kasite 4036DC-T ER11浮动主轴堪称完美
机器人柔性去毛刺设备 Kasite 4036DC-T ER11浮动主轴堪称完美
在去毛刺加工中,决定去毛刺效果的因素有刀具、主轴转速、切屑速度、机器人轨迹四个方面。其中机器人轨迹是一个比较主要的因素。机器人轨迹路径决定了加工的路径,机器人的重复定位精度我们毋庸置疑,但在编程时,机器人的点位一般通过示教来完成,示教式通过人工确认位置,这样就会使点位存在误差,就会导致切屑效果不均匀。同时一般压铸成型的工件外尺寸存在误差,固定的切削路径也会导致切削效果不均匀。过切或者切不到的情况是无法避免的。这也是目前很多机器人去毛刺设备去毛刺效果不好或者失败的原因。
针对这样的情况,浮动去毛刺的技术的应用是一个很好的解决方法。浮动的方法一般有两种,利用力传感器进行浮动加工和利用浮动式工具进行浮动加工。利用力传感器的原理是在机器人末端和工具之间加入力传感器,通过传感器反馈末端受力信号到机器人控制器,机器人控制器通过算法来校正机器人的运动,从而保证加工时候的接触力保持在一定的范围。这样的方案具有通用性高,但控制系统上比较复杂,成本也比较高,而且力反馈具有滞后性,机器人加工的速度将会受到限制,无法达到高效加工。
采用浮动式工具的方式是机械式顺应的结构,控制系统上不需要传感器,在响应上更加迅速,机器人加工的速度可以大大提升。浮动式工具加工的主轴就不是固定的,而是可以浮动的,具有顺应性。刀具和工件的接触式柔性的,浮动装置介入后机器人轨迹对去毛刺的影响将会变小,在一定范围内浮动将会弥补机器人轨迹。这样对机器人轨迹的精度要求就会降低,使得机器人编程变得简单,便利。
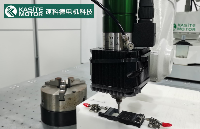
Kasite 4036DC-T是德国SycoTec制造,专为去毛刺而研发的一款专业高速电主轴,采用径向和轴向柔性浮动系统,利用气压无级调节接触压力,各个方向保持接触压力,保证各个位置加工后表面光滑。
 Kasite 4036DC-T ER11浮动主轴
Kasite 4036DC-T ER11浮动主轴主轴优势
- 速度高达 60000转/分钟
- 无级调速
- 适合不同的刀具和材料
- 尺寸小重量轻仅1kg
- 夹持刀具最大尺寸8mm
- 自动调节负载
- 能耗低,效率高
- 维护成本低
- 自动调节负载,适用于加工各材料
- 主轴和HSK刀柄集成使用在大型数控机床上一次装夹即可完成各种切削加工和去毛刺
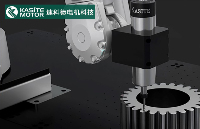
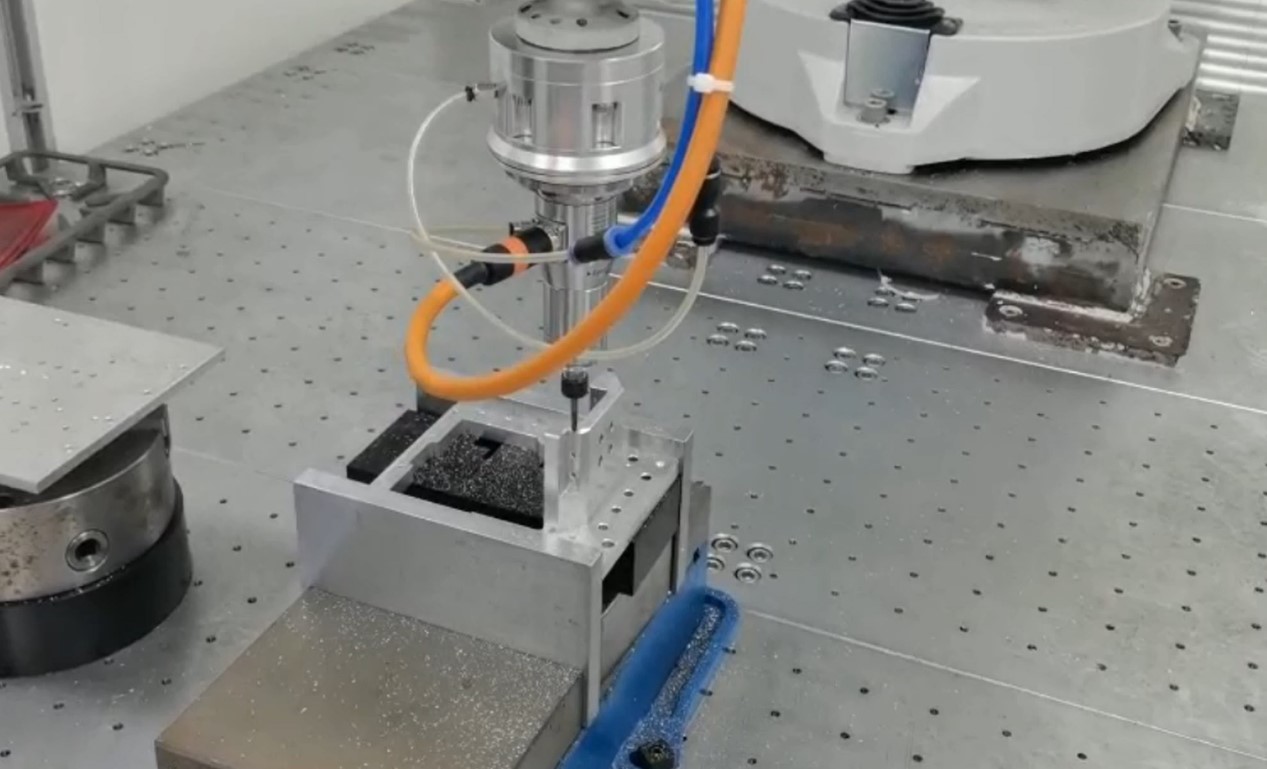 Kasite 4036DC-T对航空铝件浮动去毛刺应用
Kasite 4036DC-T对航空铝件浮动去毛刺应用
浮动去毛刺优势
- 避免了手工打磨去毛刺的费时费力,实现了高度自动化,效率、精度也大幅提高。
- 节省了大量人工成本,减小了手工操作失误导致零件的不合格率。
- 采用浮动机构,刀具会根据工件的实际形状自动径向或轴向偏移(即仿形),这样的就可以保证工件美观、一致的去毛刺效果,避免了刚性主轴去毛刺不均匀,以及程序设计复杂的麻烦。
- 加工不同材料可以预设浮动压力,保证加工稳定性。
- 可连接工业机器人标准法兰,无需任何附加装置。
- 高速电主轴,高效去披锋,提高了工作效率。
-
去毛刺
+关注
关注
0文章
15浏览量
7216
发布评论请先 登录
相关推荐
「感恩相遇」第90届CMEF圆满落幕,迈步机器人完美收官


清华大学:软体机器人柔性传感技术最新研究进展

柔性电子技术革新与人形机器人的电子皮肤应用前景
柔性机器人与刚性机器人区别与联系

电机泵盖机器人打磨去毛刺,选德国进口高精度主轴

Al大模型机器人
工业机器人机械臂安装高速电主轴打磨去毛刺
复合机器人:重塑柔性生产的未来
普渡机器人推出首款工业配送机器人PUDU T300
高压放大器在介电弹性体折纸术软体机器人中的应用
「喜报」迈步机器人荣获机器人应用典型案例奖

晶泰科技携手ABB机器人打造柔性智能自动化的实验室
德国进口高速主轴电机在机器人上的应用及选型方案





 工商网监
工商网监
评论