 影响镀层在阴极表面分布的因素
影响镀层在阴极表面分布的因素
1、流密度
任何镀液都有一个获得良好镀层的电流密度范围,镀金液也不例外。当电镀过程中电流密度超出工艺范围上限值过大时,往往会形成粗大的结晶颗粒,在此基础上获得的镀层较粗糙;而在低电流密度下操作时获得的镀层较细致。对于滚镀金或振动镀金而言,由于金镀液中金的质量浓度较低(一般为2 ~ 6 g/L),电流密度在0.1 ~ 0.4 A/dm2之间进行操作时都能获得良好的镀层。但当采用上限电流密度操作时,阴极附近的[Au(CN)2]–就会缺乏,造成阴极上析氢反应加剧,电流效率就会降低。因此,用0.2 A/dm2的电流密度进行电镀与用0.1 A/dm2的电流密度进行电镀,在生产时间上并不是简单的倍数关系。
在采用滚镀和振动镀进行低速镀金的过程中,如果采用较高的电流密度,发生尖端效应的可能性增大。特别是在振动电镀时,由于在整个电镀金过程中镀件的尖端始终朝向阳极(振筛外面是阳极圈),尖端效应就更为明显,镀件边缘或插针、插孔尖端处的镀层较厚而低端处镀层相对较薄,造成零件表面镀层厚度分布不均匀。因此在应用低速镀金工艺时,针对细长形状针孔接触体,一般都采用工艺中电流密度范围的下限进行操作,用小电流、长时间的电镀方式来获得镀层厚度相对均匀的镀层。
2、电镀电源 在目前的接插件电镀行业中,常使用的电镀电源有3种:直流电源、脉冲电源和双向脉冲电源。目前使用最多的是直流电源。为使孔内镀金层厚度达到图纸要求,如果用传统的直流电源,孔外的镀金层厚度会比孔内的厚,特别是接触体中许多小孔零件,孔内、外镀层的厚度差更加明显。而采用周期性换向脉冲电源时,在电镀金过程中,当施加正向电流时,金在作为阴极的镀件表面沉积,镀件的凸起处为高电流密度区,镀层沉积较快;当施加反向电流时,镀件表面的镀层发生溶解,原来的高电流密度区溶解较快,可以在零件的凸起处除去较多的镀层,使镀层厚度均匀。
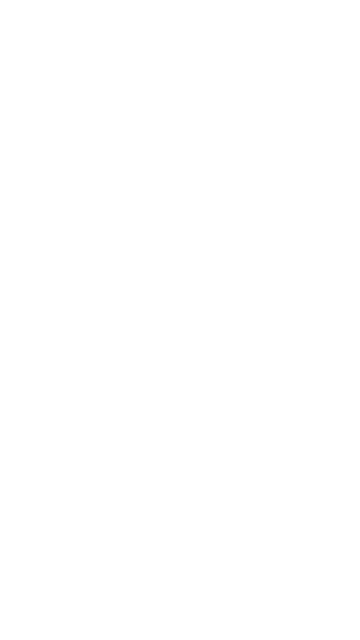
生产实践证明,采用周期性换向脉冲电源不但可以改善镀金层在接触体孔内、外表面的分布,同时对电镀时的整槽镀件的镀层均匀性也有较好的改善。表1是采用孔径为1 mm、孔深大于3 mm的接触件(名为接线导管),按1.3μm厚度(图纸规定1.27μm)要求,以0.1 A/dm2的阴极电流密度,在两种不同电镀电源振动镀金后所检测出的镀层厚度数据。
3、镀件装载量 镀件装载量是否恰当,对于镀金层能否在镀件上均匀分布也十分重要。无论是采用振动电镀方式还是滚镀方式,若镀件数量较少而低于装载量下限时,在电镀过程中镀件容易受到导电不良的影响,而且镀层均匀性也会受到明显影响,必须加入一些陪镀件以保证镀件不会中途断电,同时也促使镀件均匀翻转。当镀件装载量较大时,镀件在滚筒或振筛中位置相互交换不够充分,一部分镀件始终处于高电流密度状态而其余的镀件则始终处于低电流密度状态,最终造成镀件之间镀层分布不均匀。因此,一般电镀生产厂都在工艺中规定了每槽镀件的装载量范围。通常按以下原则选择镀件装载量:
(1)镀件在滚筒或振筛中能完全连续导电,不会因为装载量过少而造成导电不良。
(2)在滚筒或振筛中,镀件之间位置的相互交换状态良好。
(3)镀件装载量一般为滚筒或振筛容积的1/3,不超过1/2。
4、电镀方式和电镀设备选择 针对不同形状的镀件,在选用电镀方式时应该有所区分。例如:对异型镀件和带有孔径大于1 mm非盲孔的细长形状接触体而言,一般适宜采用滚镀的方式;对于孔径小于1 mm的小型插针、插孔,特别是带有盲孔的接触体而言,一般适宜采用振动电镀的方式[2]。总之,对不同形状的零件采用合理的电镀方式对于镀金层分布的均匀性十分重要。另外,在电镀过程中为了减小镀液浓差极化,应重视镀液的搅拌。对于镀金液而言,一般采用循环过滤的方式。在传统的滚镀电镀生产过程中,用于电镀细小针孔接触体的滚筒为了防止针尖插在滚筒壁上,滚筒壁上的滤液孔往往设计得很小,滚筒内外的溶液不能迅速交换(见图1),电镀时由于阴极附近的[Au(CN)2]–不能得到迅速补充,镀液很容易产生浓差极化,从而影响分散能力,最终影响到镀层的均匀性。
-
连接器
+关注
关注
98文章
14801浏览量
137706
发布评论请先 登录
相关推荐
阴极保护测试桩的测试范围

电镀工艺流程详解 电镀技术在工业中的应用
一文看懂涂镀层测厚仪
超全整理!沉金工艺在PCB表面处理中的应用

电子产品镀层揭秘:金、银、铜、镍的奥秘与应用!
外接电源的阴极保护法为什么更有优势
共阴极数码管的特点和应用
PHOTONIS 推出新型高量子效率光电阴极
镀层技术的挑战与机遇:电子元器件行业的新篇章

5芯M16母头有金属镀层的原因是什么

如何减少M9航空母头5芯的镀层气孔率
M12航空插头3芯镀层厚度标准是多少





 工商网监
工商网监
评论