 塑料激光焊接机在焊接过程中,需要注意哪些事项?
塑料激光焊接机在焊接过程中,需要注意哪些事项?
为了保证塑料激光焊接机在焊接过程中产品的质量,需要注意以下事项
与金属焊接不同,塑料激光焊接需要的激光功率并不是越大越好。激光功率过程,塑料吸收能量不够,焊接不牢固;激光功率过大,能量过剩,会出现孔洞。这些都是我们通过多次焊接实验检测而得出的激光。有的塑料为了保证硬度或者阻燃,会往里面添加一定比例的玻纤、阻燃剂等,这种塑料相比没有添加的塑料使用激光功率和激光运行速度也会有所差别。所以在使用过程中需要根据塑料材质来选择不同功率和焊接速度,来保证焊接结果。
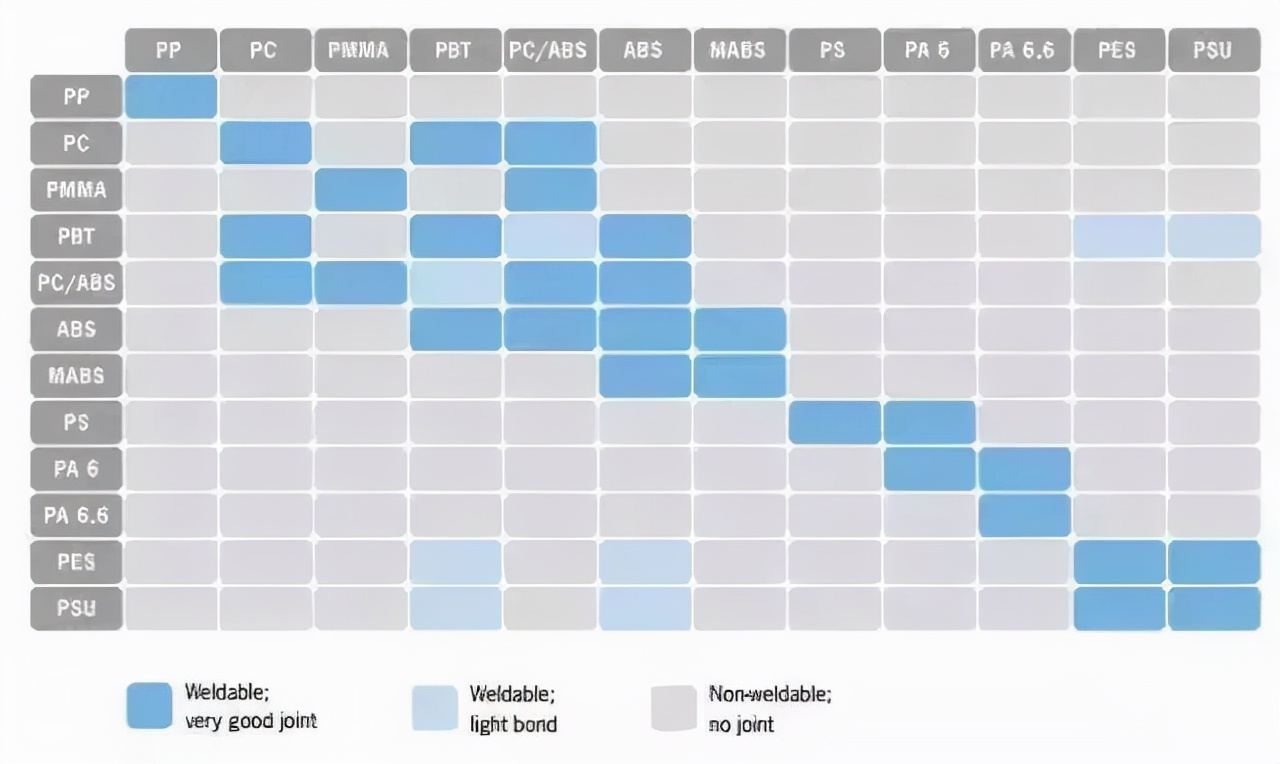
激光焊接同样受到两种聚合物相容性及熔融温度差异的影响,两者相容性越好或熔融温度越接近,越容易进行激光焊接工艺,并获得更高质量的焊接强度。
当吸收层聚合物将激光能量转化为热能发生熔融时,体积会发生膨胀,因此有必要在上下两层件通过夹具施加一定的夹持力以避免焊接界面因膨胀变形。不仅如此,夹持力同时确保热能在两层间更好地进行传导,保证两种聚合物能够同时熔融从而获得更高的焊接强度。
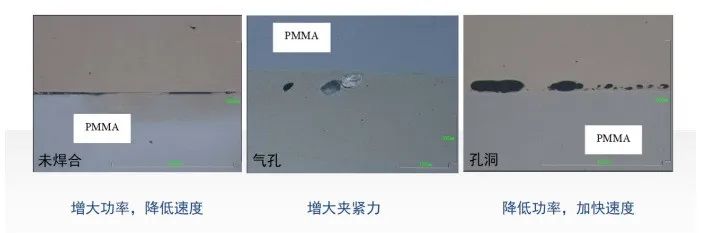
塑料焊接后焊接缺陷一般包括未焊合、气孔和孔洞,下图是焊缝的纵截面形貌,左图可以看到上下两层材料中间有黑色未焊合区域,这种情况下代表塑料没有吸收足够的能量来熔化结合,那么可以增加功率或降低焊接速度来避免这种缺陷;中间这幅图可以看出存在气孔,出现气孔该表塑料融化了但是没有足够的压力,这时候它就会外扩产生气泡,可以增加焊接夹紧力来消除缺陷;右图黑色部位为焊接孔洞,这是能量密度高造成的,因此可以降低功率,增加焊接速度。
如果确定使用塑料激光焊接技术,在产品的设计和研发时就需要根据塑料激光焊接机的焊接特性和行业需求来制定合适的方案,这样可以既能保证塑料焊接结果又能满足客户使用需求!
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
塑料焊接
+关注
关注
0文章
23浏览量
6887
发布评论请先 登录
相关推荐

焊接机器人编程技巧与注意事项
和功能是基础。这包括机器人的运动控制、焊接参数(如电流、电压、焊接速度等)以及焊接过程中的传感器反馈。 2. 精确的路径规划 路径规划的重要性 :焊接路径的精确性直接影响



塑料焊接机的突破:激光焊接技术的广泛应用
适合使用激光焊接机技术进行焊接的塑料材料及其应用包括:1.聚氯乙烯(PVC):-应用:常用于管道、电缆护套、包装材料等领域。-优点:激光


激光焊接机在焊接腹腔镜的技术应用
随着医疗技术的飞速发展,腹腔镜作为现代医疗中重要的手术工具,其制造质量直接关系到患者的手术效果和生命安全。传统的焊接技术在腹腔镜的制造过程中存在焊接

激光焊接机性价比高的品牌推荐
**性能稳定**:博特激光焊接机具备稳定的焊接性能,能够确保焊接过程的准确性和可靠性。2.**操作便捷**:该品牌的激光


激光焊接机的工作原理及其在工业领域的应用
、热影响小等特点,广泛应用于汽车、航空航天、电子等领域。激光焊接机的工作原理主要包括激光发生、光束传输、聚焦和焊接过程。首先,激光发生器产生








 工商网监
工商网监
评论