 一份针对水泵汽蚀的专业解决方案
一份针对水泵汽蚀的专业解决方案
水泵汽蚀的成因
泵运转过程中,若其过流部分的局部区域(通常是叶轮叶片进口稍后的某处)抽送液体的绝对压力下降到等于或低于当时液温下相应的汽化压力时,就会因汽化产生气泡。气泡中主要是蒸汽,但由于水中溶解有一定量的气体,所以气泡中除了蒸汽以外还夹带有少量的气体。这些气泡随着水流流到高压区时,高压液体使气泡急剧缩小以至凝结成水,气泡逐渐变形而破裂。在气泡破裂时,细水滴以高速填充气泡空穴,发生互相撞击而形成强烈的水击,可达到10~100MPa,使过流流道的材料受到腐蚀和破坏。可见,汽蚀过程包括气泡形成、增长直到崩溃破裂以至造成材料侵蚀的过程。
水泵叶轮汽蚀的特征和危害
汽蚀的形成过程及检修经验表明,循环水泵叶轮的汽蚀主要集中在叶片及轮盖轮盘的结合部位。汽蚀痕迹形状各异,有的呈现断续分布的坑状,有的呈密集的蜂窝状,而且深浅不一。汽蚀严重时会引起叶片穿孔,导致叶轮报废而被迫更换。
水泵叶轮汽蚀会改变泵内水流状态,造成流动阻力增加,导致泵的流量、扬程和效率降低。同时造成泵的流道材料发生侵蚀而破坏,并使泵产生噪音和振动,危及水泵正常运行。
水泵汽蚀修复工艺
传统解决叶轮气蚀现象往往通过对叶轮汽蚀进行分析和改造,对叶轮结构重新设计,减轻气蚀现象,或是直接报废更换的方式,所需的时间和经济成本均较大。
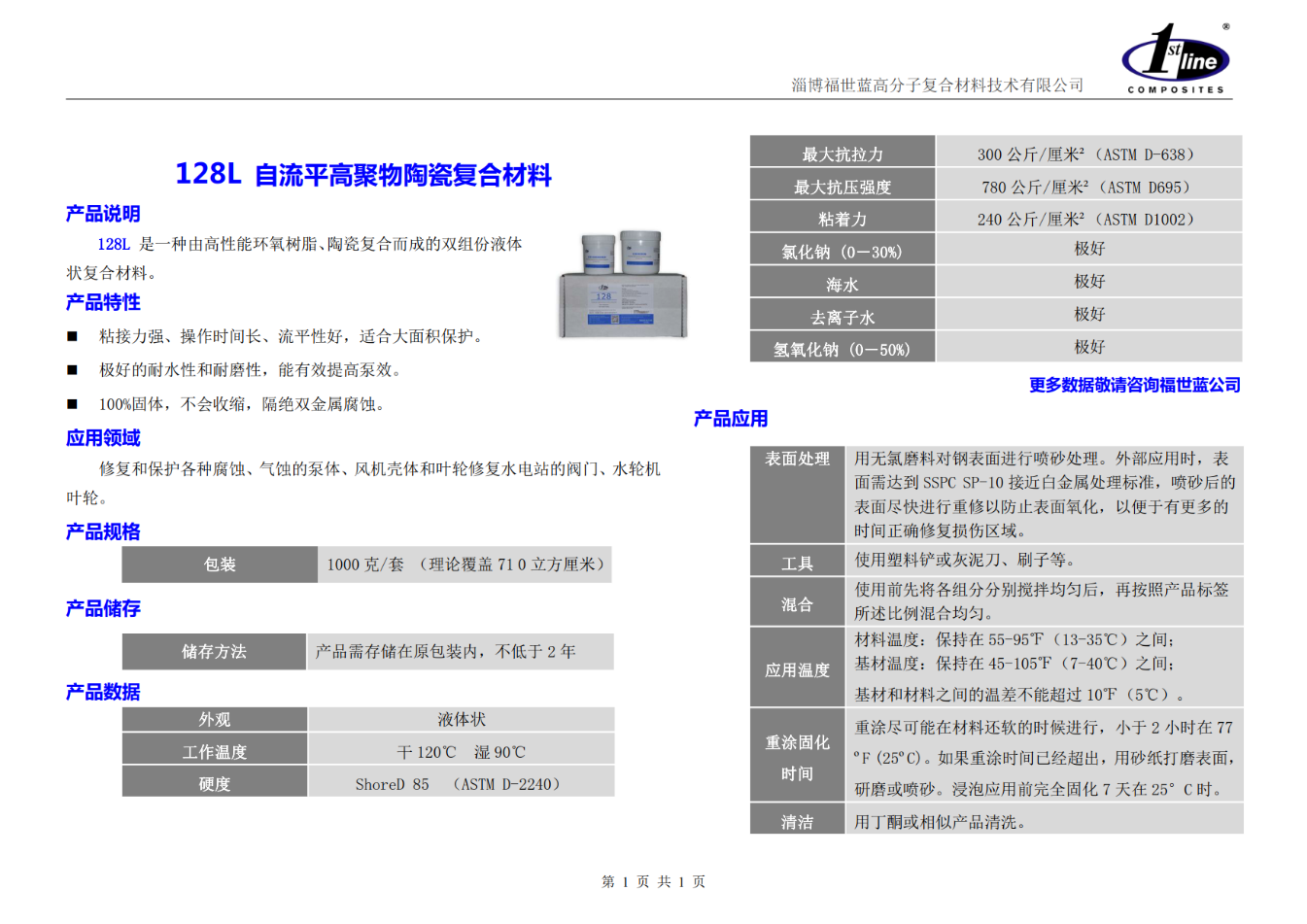
应用高分子复合材料针对水泵汽蚀在线修复是当前性价比更高的方案,高分子复合材料(案例以福世蓝®复合材料2211F、128L作为说明)专门用于抵抗流体环境下的磨损、腐蚀、气蚀,它的特殊分子结构赋予的高弹性,适应交替变形和温度的变化等性能,确保材料具有优异的防腐蚀、抗气蚀、耐磨损能力,其高密度的分子量及光滑表面,不但提高抗气蚀的能力,还可以提高泵效。
应用高分子材料修复水泵汽蚀案例
案例设备为双吸中开泵,损坏部位为叶轮叶片,损坏形式为汽蚀穿孔,叶轮直径φ1100mm
修复方案概述
首先将叶轮进行喷砂或者打磨处理,然后根据汽蚀位置面积涂抹福世蓝2211F金属修复材料,并修正成型。材料固化完成后涂抹福世蓝128L防气蚀材料完成修复工作。
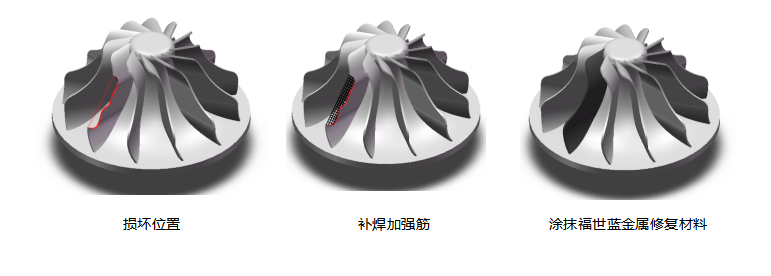
现场操作步骤
1、表面处理:将气蚀的叶轮表面进行清洗、烤油、喷砂处理,获得Sa2.5表面;
2、将穿孔位置清理干净,将疲劳层去除;
3、根据穿孔位置选取合适的加强网板,并选用与叶轮材质相同的焊条将加强网板焊接至穿孔部位;
4、使用无水乙醇(99.7%)清洗表面;
5、按照比例调和福世蓝2211F金属修复材料,薄薄一层涂抹至修复部位;
6、将2211F材料涂抹至相应厚度,恢复损伤叶片尺寸;
7、等待2211F材料固化后调和128L材料;
8、将福世蓝128L材料使用毛刷刷凃至整个流道内部,使用毛刷先在泵表面薄薄刷上一层材料,确保将材料压进表面上的任何微孔,然后将材料均匀涂抹至修复表面;;
9、修复完成等待材料固化,材料常温(24℃)状态下,正常固化时间为24小时。在此基础上,温度每提高11℃,材料的固化时间缩短一半,提升温度不得超过材料本身所承受的温度,建议使用热风枪或者碘钨灯加热固化。
修复材料预算
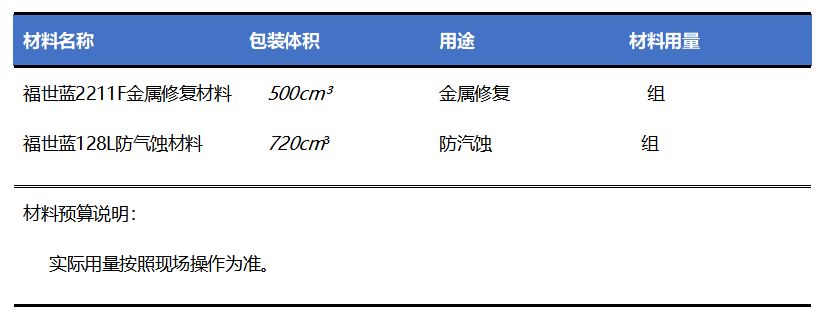
应用材料数据单

-
智能制造
+关注
关注
48文章
5576浏览量
76396
发布评论请先 登录
相关推荐
水位及水泵状态远程监控物联网解决方案
二次供水泵站数据采集组态监控系统解决方案





 工商网监
工商网监
评论