 补焊修轴对轴有影响吗?如何有效维修?
补焊修轴对轴有影响吗?如何有效维修?
有些设备管理者在遇到轴类磨损的故障之后,多数为了节省,选择补焊的方法进行维修,但补焊修轴真的有效吗?会对轴有影响吗?下面小编给大家一一介绍说明下,看看到底如何有效维修。
补焊修轴对轴的影响:
补焊会对轴造成造成热应力集中,轴表面出现微小裂纹,轴承位的材料出现组织变化,退火等等不良因素,使轴本身发生弯曲变形,失去原有的韧性强度。其中热应力集中,微小裂纹会对轴后期使用过程中带来巨大的安全隐患,很多重要设备的轴经过补焊后均发生了弯曲或者断裂。所以不建议采用补焊修轴的方法。
如何有效的修轴?
看了补焊修轴的弊端后,有些设备管理者想知道那到底什么维修方法更有效呢?现在多采用索雷碳纳米聚合物材料技术,该技术可以完全在现场修复,且不用对修复表面做二次加工处理,其使用效果也远远好于补焊工艺。更重要的是整个修复过程不会对轴本身材质及结构造成任何影响,安全可靠。
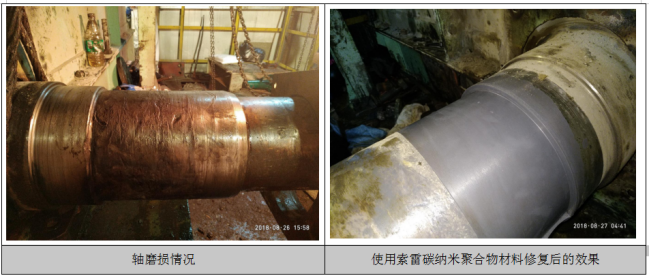
某企业的斗提机出现严重的磨损情况,轴径260mm,输入转速1475r/min,输出转速14.8r/min,磨损宽度300mm,轴承位磨损成凹凸波浪形。像该企业的情况,像补焊等传统的方法已经无法解决,只能采用碳纳米聚合物材料技术进行维修,工程师根据轴径尺寸和磨损现状确定了相应的修复工艺,现场修复步骤如下:

1. 根据轴径尺寸加工修复工装;
2. 清理工作面,吊装驱动轴,露出修复部位;
3. 对修复部位清洁除油,用氧气乙炔将轴承为进行除油,直至油污碳化;
4. 用砂轮片将轴磨损部位打磨清除;
5. 试装工装,直至上下结合面完全闭合;
6. 试装工装合格后,将工装清理洁净并刷涂SD7000脱模剂;
7. 调和适量SD7101H材料,沿轴面刮涂均匀严密;
8. 迅速安装工装,紧固螺栓至上下结合面没有缝隙;
9. 材料固化后拆除工装,清理多余材料。
10. 测量修复后轴径尺寸;按要求热装轴承。
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论