 激光填丝焊的应用领域和案例分享
激光填丝焊的应用领域和案例分享
激光填丝焊
相比于传统焊接方法,激光焊接具有显著的优势——热输入低、焊接速度快、热影响区小、热变形小等,近年来激光焊接得到了广泛的使用,在汽车工业、船舶工业、核电工业、航天航空工业等高科技行业应用的越来越广泛,而且随着成套设备成本的降低,在日常五金用品及其它生活相关领域的应用开始迅速增长。
为了适应各行业发展的需求,激光焊接的方式方法也有改良进步。激光填丝焊因其焊接能量集中、变形小等特点,可以降低对接焊时的间隙裕度,减少焊接缺陷,成为轨道交通和汽车行业内,有效替代传统电弧焊的焊接方式。
激光填丝焊时
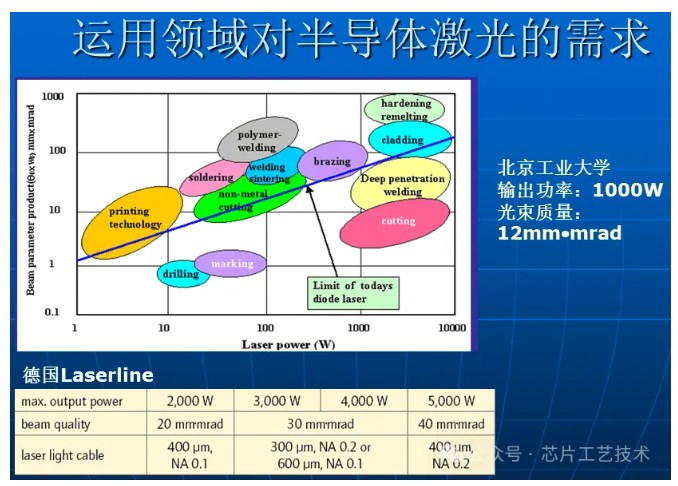
激光器一般选用高功率光纤激光器
激光不仅需要焊丝,还需要熔化母材并在母材上形成激光深熔焊特有的小孔效应,形成较深的熔池,焊丝成分与母材金属成分充分混合形成一种新的混合熔池,该混合熔池的元素成分及其比例、质量相对于焊丝与母材有较大的差别,所以可以针对母材本身的性能缺陷,选择合适的焊丝添加到焊接过程中,从而在微观层面上对焊缝的抗裂性、抗疲劳性、耐蚀性、耐磨性等方面进行有目的性的改善。
除此之外,激光填丝焊可以进行多道堆叠焊接,因为能够实现具有小孔效应的深熔焊,可以实现上下两层焊道的充分熔合,避免未熔合的严重缺陷,这样就具备焊接大厚度接头的能力。
随着激光填丝焊技术的发展以及激光器功率上限的提高,激光填丝焊的应用范围越来越广泛:
激光填丝焊的应用领域
1.激光填丝焊接铝合金
2.激光填丝焊接异种金属
3.改善焊缝成型
4.窄间隙填丝焊
其中,针对改善焊缝成型和窄间隙填丝焊这两个应用,我们用实际应用案例来看看激光填丝焊的效果。
改善焊缝成型
要求:1mm和3mm不锈钢拼焊,要求焊缝无气孔,成型较好。
设备:4000W连续光纤激光器(光纤芯径200μm)、送丝机、焊接头。
工艺参数:如下表所示。
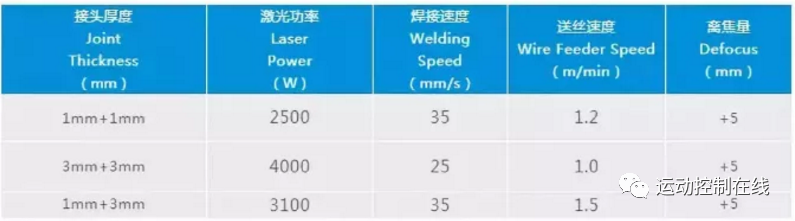
结果:成型较好,焊缝无气孔,如下图所示的焊缝成型及横截面形貌。
a. 1mm+1mm
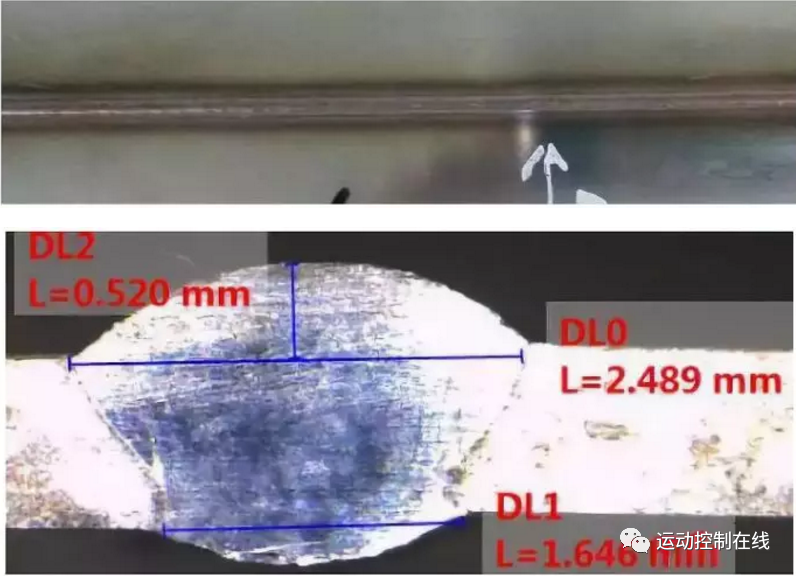
b. 1mm+3mm

c. 3mm+3mm
窄间隙激光填丝多道焊接
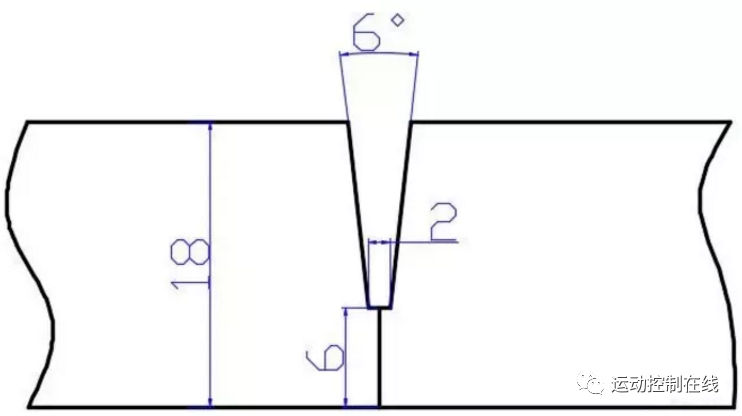
要求:18mm厚的Q345船用钢板拼焊,要求焊缝气孔较少,没有未熔合,接头抗拉强度高于母材,焊缝成型较好。
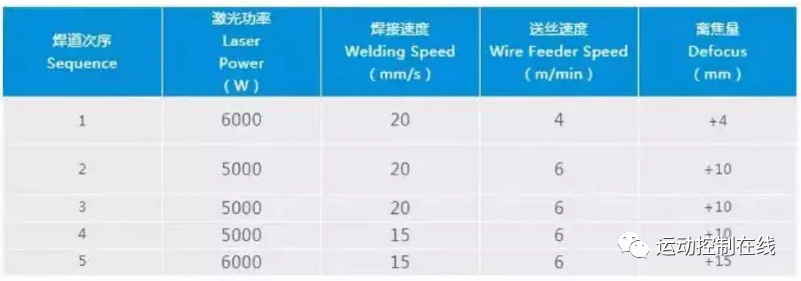
设备:6000W连续光纤激光器(光纤芯径400μm)、送丝机、焊接头。
工艺参数:焊道必须开坡口,坡口尺寸如下图所示。
其他焊接工艺参数如下表所示
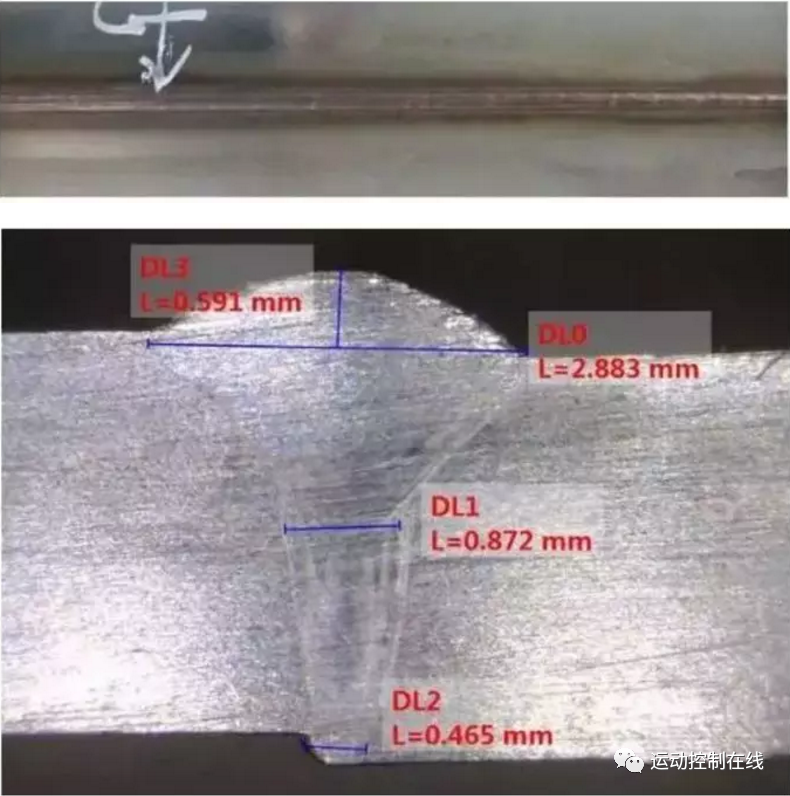
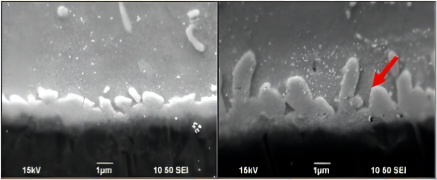
结果:成型较好,没有出现未熔合,焊缝基本无气孔,如下图所示,并且经过拉伸试验证明,焊缝断裂在母材,说明接头抗拉强度高于母材。
 焊缝横截面金相图
焊缝横截面金相图
针对常用材料的对接接头激光填丝焊,为了改善焊缝成型,一般推荐激光器及光纤芯径、焊接头配置应当保证聚焦光斑直径为0.4mm~0.6mm之间,并且焊丝应当选择适当的牌号。
DMC640MH激光焊接系统优点:
工作过程中,如焊接点线位时,我们可对激光器输出的激光功率进行有效的控制,根据每个焊接点的特性控制不同焊点时匹配的激光功率,从而保证激光焊接质量,避免出现PCB板烧板或虚焊现象。
预送锡焊接工艺,降低上锡难度,提升上锡准确率,解决焊料多寡一致性问题。

-
激光
+关注
关注
19文章
3249浏览量
64770
发布评论请先 登录
相关推荐
点锡膏激光焊接和送锡丝激光焊接如何选择
激光锡焊与电烙铁锡焊的区别
薄板拼焊激光焊接工艺
激光VCSEL的应用领域

激光传感器的分类及应用领域
革新传统焊接:激光锡焊技术在微电子领域的突破
激光切割机和激光切管机在金属加工应用领域的区别
激光拼焊如何提高汽车制造工艺?

手持激光焊接机带送丝的价格是多少?






 工商网监
工商网监
评论