 实验室气密测试和生产线气密性检测使用的方法有何区别
实验室气密测试和生产线气密性检测使用的方法有何区别

实验室和生产线气密性检测使用的方法有何区别,气密性检测又称为密封性检测或者防水检测。因为很多消费电子、医疗器械、汽车工业、新能源电池等领域的很多产品是焊接、组装或者倒模而成,难免在操作中存在偏差,导致产品密封性出现不良,而产品要达到某一防水防尘等级,就必须进行专业的气密性检测。
那么实验室气密性检测与生产线上的气密性检测有什么不同呢?今天希立仪器将为大家简单介绍两种气密性检测的方法及各自的特点。
实验室气密性检测方法:
充气浸水检测和充压气体进行检测。这种方法就是从产品的充气孔里充入气体,观测产品是否有气泡冒出,如果有气泡冒出,就说明产品有泄漏,冒泡越多,气泡越大,说明泄漏量越大。当然也可在加压管路上安装压力表,观察压力的变化。浸水检测法简单易行,可以检测出非常微小泄漏并直接判定泄漏点的具体位置。
其缺点也非常明显,具体如下:
1、检测精度低,该种方法检测的泄漏率是10-3级别,所以很多充气浸水不漏的产品,其实还是漏的,产品一直徘徊于低端水平;
2、劳动强度大,单凭操作者的眼睛观察,有时受到吸附在被测物表面的气泡的干扰,有存在的误判率。同时,随着视疲劳的产生至使检测时间被人为拖长,所以生产效率低,不适用于大批量检测;
3、浸水测试过的产品需要烘干,从测试到烘干,测试单个产品的时间比较长;且有的电子类产品进水会受到损害,这样产品不仅泄漏而且内部电子元件进水受到损害,加重修复的难度。
所以很多公司在对大批量产品进行气密性检测时,已经不用此方法了,此方法大部分用于实验室样品检测。
其次是生产线气密性检测方法:
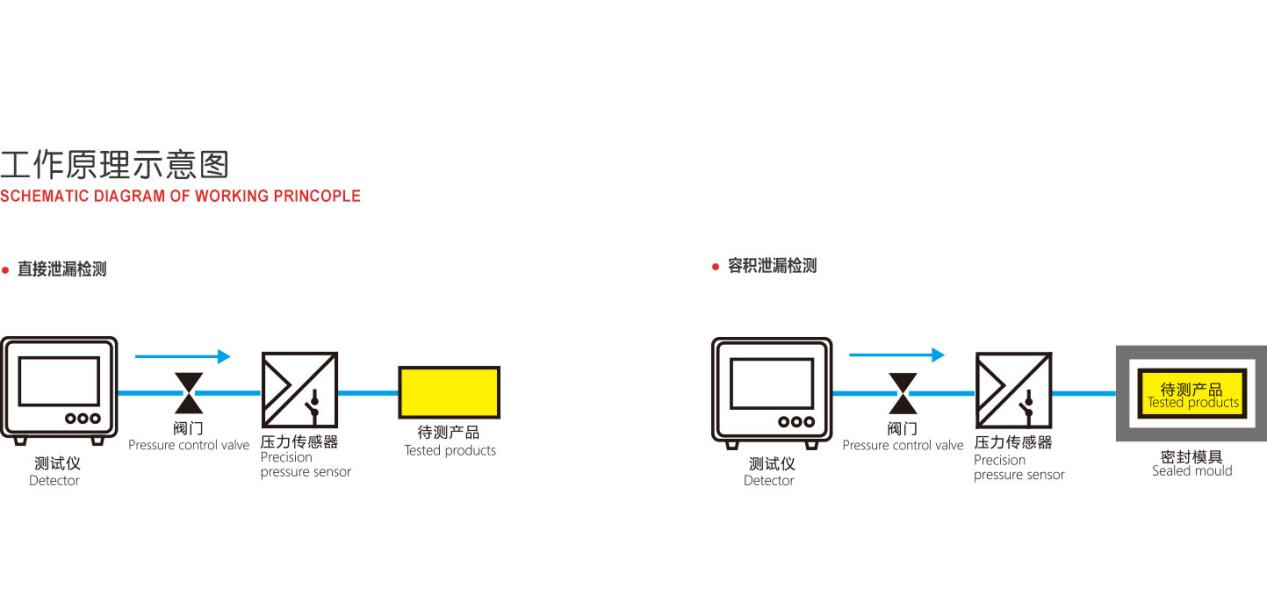
充压气体检测法,这种方法可以是直压式、差压式或者流量式。气密性检测法主要利用工装夹具把产品密封住,压缩空气通过气密性检测仪进入到测试产品的内部或者模具的内部。通过直接压力的下降或者是通过与标准件的压力差来检测是否有泄漏,从而实现防水检测,原理如下图所示:
实验室和生产线气密性检测使用的方法有何区别
气密性检测法方法的优点:
1. 是干式无损检测,不会破坏产品品貌;
2. 检测精度比水检更加高,更加准确;
3. 整个检测时间只需要几秒到十几秒,大大提高了单品检测效率;

4.可以根据检测需求定制多通道同时检测的气密性检测仪和模具工装,方便生产线上应用,能大大节约检测时间成本。
本文源于深圳市希立仪器设备有限公司(www.seals-ins.com),希立仪器主营直压\差压\流量型气密性检测仪、防水测试设备,系统性为客户解决气密性检测设备、IP防水检测仪,气密性检漏问题,具有自主知识产权和持续创新能力,售后服务保障能力的高科技公司。

发布评论请先 登录
快问快答:气密性检测仪对使用环境有什么要求?这份排查清单请收好

快问快答:产线质检卡在180件/小时?气密性检测产能翻倍的解决方案
如何使用正压气密性检测仪对产品进行测试?

岳信仪器告诉你:什么是无水气密性检测设备

告别低效检漏!线束连接器气密性检测仪提升生产效率-岳信仪器

快问快答:气密性检测到底是怎么做的?如何定义气密性测试标准


线束连接器气密性检测仪选购指南

什么是在线气密性检测仪?一文看懂原理、应用与精诚工科的技术优势
快问快答:电子器件的气密性测试方法有哪些? 内部技术方案分享

汽车散热器气密性检测仪的原理
快问快答:产品气密性检测的测试时间可以调节吗?让检测效率跟上生产节拍
电机外壳气密性检测仪购买攻略




评论