 激光焊接5种缺陷的解决方式
激光焊接5种缺陷的解决方式
一、裂纹
激光连续焊接中产生的裂纹主要是热裂纹,如结晶裂纹、液化裂纹等,产生的原因主要是焊缝在完全凝固之前产生较大的收缩力而造成的,填丝、预热等措施可以减少或消除裂纹。
裂纹焊缝
二、气孔
气孔是激光焊接中较容易产生的缺陷。激光焊的熔池深而窄,冷却速度又很快,液态熔池中产生的气体没有足够的时间逸出,容易导致气孔的形成。但激光焊冷却快,产生的气孔一般小于传统熔焊。焊接前清理工件表面可减轻气孔倾向,吹气的方向也会影响气孔产生。
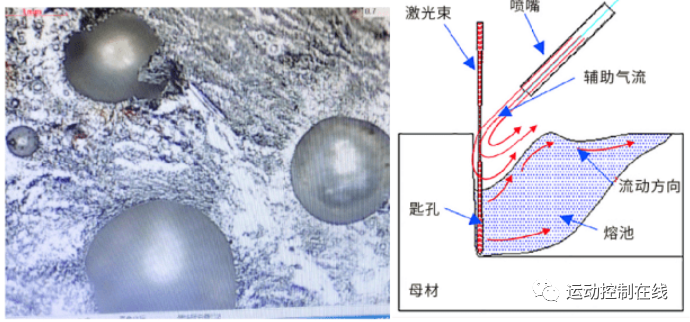 焊缝气孔(左) ▲焊缝形成过程(右)
焊缝气孔(左) ▲焊缝形成过程(右)
三、飞溅
激光焊产生的飞溅严重影响焊缝表面质量,且会污染损坏镜片。飞溅与功率密度有直接关系,适当降低焊接能量可减少飞溅。如果熔深不足,可降低焊接速度。
 焊接飞溅
焊接飞溅
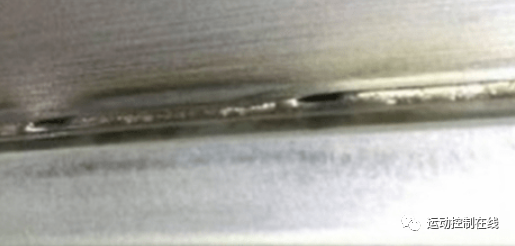
四、咬边
如果焊接速度过快,小孔后部指向焊缝中心的液态金属来不及重新分布,在焊缝两侧凝固就会形成咬边。接头装配间隙过大,填缝熔化金属减少,也容易产生咬边。激光焊结束时,如果能量下降时间过快,小孔容易塌陷,导致局部咬边,控制功率和速度相匹配可以很好解决咬边的产生。
五、下塌
如果焊接速度较慢,熔池大而宽,熔化金属量增加,表面张力难以维持较重的液态金属时,焊缝中心会下沉,形成塌陷和凹坑,此时需要适当降低能量密度来避免熔池下塌。
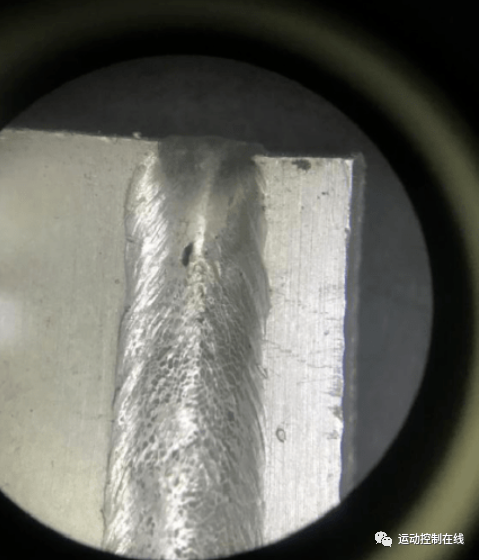
铝合金焊缝下塌

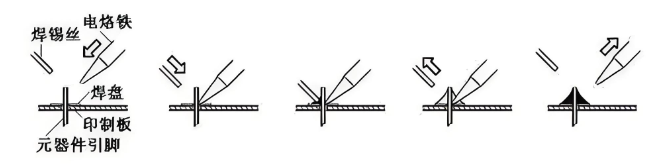
激光焊接示教系统
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
焊接
+关注
关注
38文章
3275浏览量
60308
发布评论请先 登录
相关推荐
激光焊接技术在焊接铜镍合金的工艺应用
铜镍合金因其优异的耐海水腐蚀、防污性能和高温强度,在舰船、近海工程、化工等领域得到广泛应用。然而,铜镍合金的焊接过程中存在一些问题,如易产生晶间裂纹、气孔等缺陷,因此需要一种高效、可靠的焊接

相比传统焊接方式,激光焊缝跟踪系统有哪些优势?
在工业制造领域,焊接是不可或缺的关键工艺。随着科技的飞速发展,传统焊接方式已难以满足日益增长的精度、效率和自动化需求。创想智控激光焊缝跟踪系统应运而生,以其卓越的性能和显著的优势,正引



大研智造激光焊锡技术:无铅手工焊接缺陷的优化方法"
焊锡技术作为一种新兴的焊接方法,以其高精度、高效率和环保优势,有效解决了传统焊接过程中的缺陷,提升了焊接质量,实现了生产效率的飞跃。大研智造

激光焊接监测系统有哪些
激光焊接技术是一种利用高能激光束进行材料焊接的先进技术,具有高精度、高速度和低变形等优点,广泛应用于汽车制造、航空航天、电子工业等领域。智能
激光焊接机作为一种高效、精密的焊接设备
对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的


激光焊接技术在焊接微创手术刀的应用
随着医疗技术的进步,微创手术逐渐成为主流,而手术刀作为手术中的关键工具,其制造工艺和质量对手术效果具有重要影响。激光焊接技术作为一种先进的焊接方式
激光焊接技术在焊接微创手术刀的工艺优势
随着医疗技术的进步,微创手术逐渐成为主流,而手术刀作为手术中的关键工具,其制造工艺和质量对手术效果具有重要影响。激光焊接技术作为一种先进的焊接方式








 工商网监
工商网监
评论