 数控等离子切割机不打火是什么原因造成的
数控等离子切割机不打火是什么原因造成的
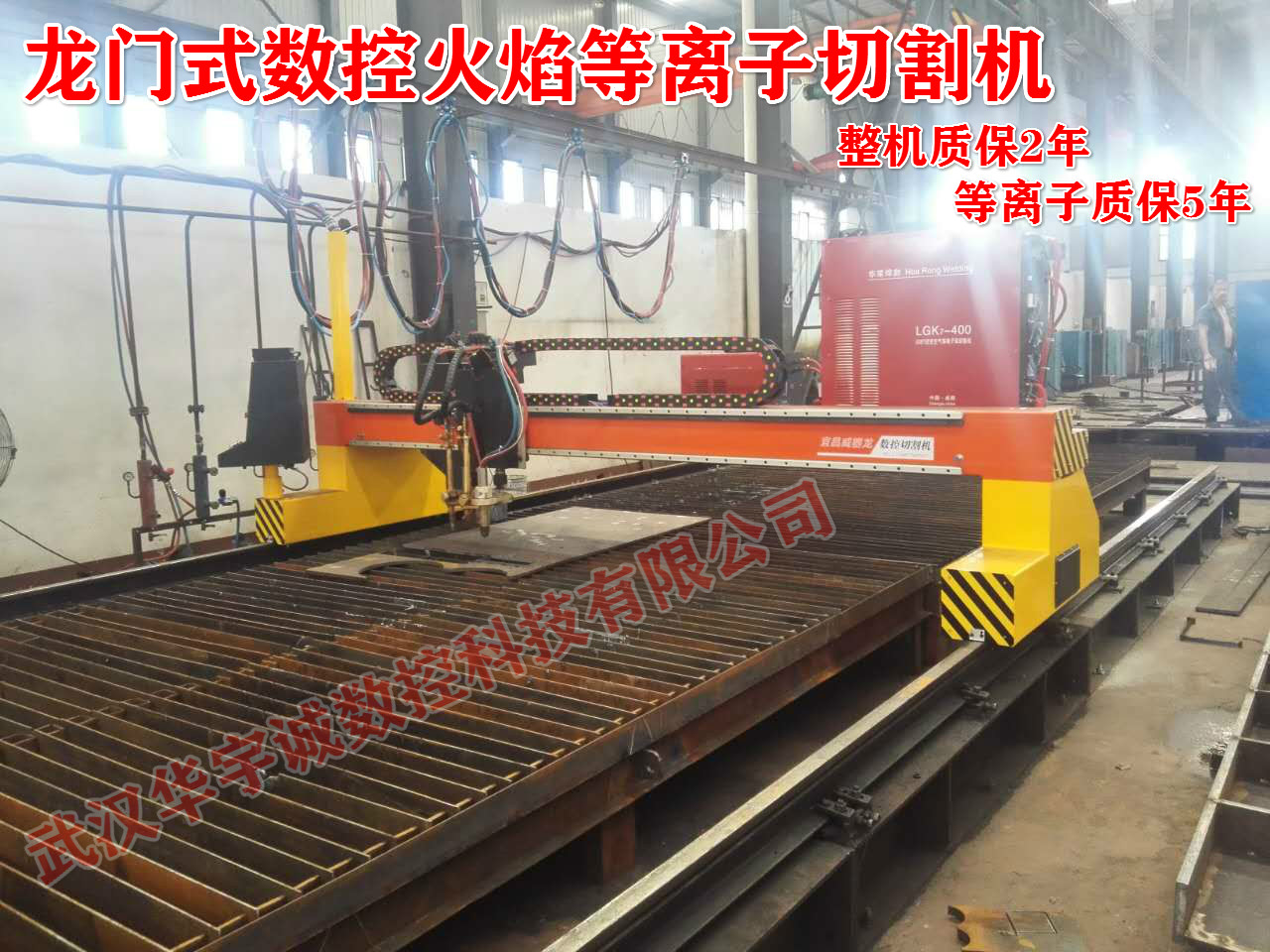
你知道数控等离子切割机不打火的原因吗?面对这种问题一般是什么造成的?下面我们武汉华宇诚数控工程师与大家一起讨论造成数控等离子切割机不打火的原因。
数控等离子切割机运用领先的技术已广泛运用于机械、广告、钣金、造船、风机制造、钢结构、汽车、压力容易等各行各业,运用的行业多必然使用频率也比较多,但在使用中总会或多或少遇到点小问题,遇到问题我们不要心急以平常心去对待去检查,千万不要烦躁,俗话说嘛没有解决不了问题,
数控等离子切割机不打火有以下几种可能:数控等离子切割机http://www.hycsk.com
1、首先需要确认按钮开关数否损坏,如损坏则需要及时更换;数控等离子切割机价格:http://www.hycsk.com/category-15.html
2、看一下割枪上的电极喷咀是否安装到位,尤其是如果电极喷咀如果质量不好即加工精度次的话容易引起电极喷咀间短路或者拉弧,如果是这样的话就需要马上更换优质的配件,以防止进一步损坏枪体,建议使用与割枪相同的厂家生产的电极喷咀;龙门式数控等离子切割机:http://www.hycsk.com/product-16.html
3、还有一种可能,就是等离子切割机高频引弧部分出了问题,按动按钮,看火花放电器乌棒间是否有电弧通过(在控制部分有两根或是三根黑色的金属小圆棍,间距大约为50丝左右),如果能听见继电器的“咔、咔”声,但乌棒间没有电流传过的话,可以试着调节一下火花放电器乌棒间的距离(注:切记在调节乌棒前切断等离子切割机的电源!!!),但这需要比较专业的知识,尽量当心!数控精细等离子切割机http://www.hycsk.com/product-57.html
解决消耗件寿命问题的一步是:彻底检查消耗件,判断能否继续使用。考虑到现场实际情况,通常,我们都是目测判断耗材的损耗情况,一般有三种可能情况:
情况一:电极损耗、喷嘴损耗
如果检查耗材,发现电极和喷嘴都严重损耗了,这可能是电极导致的喷嘴损耗。因为电极产生的等离子弧经过喷嘴,产生的熔融物会进入喷嘴,长期这样,所有的消耗件都会损坏。如果电极的凹坑比较深,铜本体由于过热,颜色会变成蓝色或黑色,可能的原因是冷却流动的速度过慢。严重情况下,电极端部会被熔化掉。
检查冷却介质的流动速率,检查水冷割枪的冷却流速是用一个水桶测试回到冷却水箱。如果跟规格不一样,则检查水泵问题,水管有无扭结、漏水,过滤装置有无堵塞或其它问题。气冷割枪检查气体流动是否过慢。如果电极端面有小的麻点,而喷嘴的内侧也有损坏,就是气流低的缘故。气流低的情况下,弧线在喷嘴和电极之间无法控制。检查割枪的气流速率,最好的方式是用一个流量计(0-400cfh)和气管放在割枪的出气口,用系统进行测试。如果不行,快速检查的方法是仅在等离子气打开的时候,感受割枪出气口的气体流动,此时可以感觉到涡流气体实际上是有吸力的。如果电极表面有黑色残渣,检查气体纯度。快速的方法是纸巾测试法:放一张干净的纸巾在割枪下面,通过系统,割枪进行吹气,在纸上应该没有水分或污染物。
情况二:电极完好、喷嘴损耗
如果电极几乎是新的,而喷嘴是坏的,最有可能的原因是喷嘴出现双弧线。如果等离子弧接触到喷嘴,就会溶化喷嘴口的铜材料。喷嘴内侧的损坏(如沟槽或穿孔),表明等离子压力过低,这样等离子弧就能接触到喷嘴。通过增压装置检查气路是否漏气,可用肥皂水检查所有装置。喷嘴外部损坏经常是割枪到切割工件的高度问题。首先,检查穿孔高度,其高度应该是切割高度的2倍,这样才能避免飞溅的熔渣,穿孔太低是喷嘴损坏的第一原因。检查适当的割枪高度控制,如果在穿孔或切割时,割枪碰到板,喷嘴很快就会坏掉。如果喷嘴发热、变成蓝色或黑色,检查保护气路,保护气路可帮助冷却喷嘴,并保护割枪前端。
情况三:电极损坏、喷嘴完好
如果喷嘴是好的,电极有深的同心凹坑,等离子气体流速可能太高。如果涡流气太大,材料消耗就会越快。这将导致电极快速磨损,应检查等离子气体流量。
如果消耗件看起来是新的,而割枪不能起弧,新耗材可以起弧,问题就不是消耗件寿命问题,这是强制起弧。强制起弧,是由于等离子气压过大。通常,好电极和好喷嘴会因为起弧失败而损坏,我们在割枪起弧的时候,会听到噼啪声。
提高易损件的使用寿命,不仅可以节约成本,还能提高切割效率和切割质量,为厂商提高盈利,正确的判断和使用易损件将会带来新的价值。
-
切割机
+关注
关注
4文章
297浏览量
18666
发布评论请先 登录
相关推荐
激光切割机参数设置中焦点位置是什么?
激光切割机床的基本操作步骤
激光切割机参数设置中焦点位置是什么
激光切割机3000w能割多厚啊

金属激光切割机的功率选择多少比较好?
一文解析激光切割机工业连接器解决方案!
6000W激光切割机能够切割的具体厚度由什么来确定

激光切割机型号参数
金属激光切割机在厨具生产行业的应用有哪些
管材激光切割机在加工不同材料时有哪些差异?
数控精密激光切割机可用于切割哪些材料以及厚度






 工商网监
工商网监
评论