 激光锡焊与烙铁锡焊的七大区别
激光锡焊与烙铁锡焊的七大区别
一、焊锡的接触方式差异
传统焊锡机采用接触式焊接,焊接时烙铁头势必会给焊接工件一定的压力, 造成焊点拉尖,在一些高端的传输领域,存在着传输风险。与此同时接触式焊接 意味着必须接触产品,容易导致产品的刮伤损害。相比之下激光焊接很好的规避 这些风险,采用非接触式焊接的激光焊接,不会对产品造成机械损伤更不会对焊 接元器件产生压力,有效地防止因为压力对其期间产生的影响。
二、对工件及产品的适应性差异
在传统的焊锡机应用中不难发现,当焊接一些表面比较复杂的工件时,由于 烙铁头和送丝装置占用空间比较大,工件表面的元器件很容易与其发生干涉。而 激光焊锡送丝装置搭配激光加热的特性占用较小空间,相较于传统焊锡机,不易发生干涉现象。此外,激光焊锡送丝装置光斑大小可自动调节、可适应多种类型的焊点,这使得它具有一定加工柔性可供随时更换产品,而传统的焊锡机则需重新设计电烙铁头,更换产品麻烦。由此,激光焊锡机对于工件的适应性更强。
三、对焊接元器件性质的影响差异
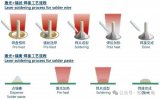
传统焊锡机对焊点焊接时是整板加热,因此在焊接时要想使焊接位置达到焊接需要的温度,需要对焊点持续加热。这不仅耗费时间长,还会由于在加热过程 中将整板加热而影响到部分存在热敏元件的工件的性质,这无疑是大家不愿看到 的。相对于传统焊锡机,因为在激光焊锡过程中激光只对光斑所照射到的部分进 行加热,局部温度上升较快,很快就能够使焊点达到焊接要求的温度,这样局部加热的方式,使得能量集中、升温快,有效减小对焊点周围器件的热影响。
四、耗能耗材差异
从节材方面来看:在传统焊锡工艺中大都使用烙铁头提供所需能量,但随着
焊接的进行,逐渐老化的烙铁头使得焊锡温度达不到焊接要求,再加上接触式焊 接方式造成的烙铁头磨损,使得烙铁头需要频繁清理、更换,大大增加了焊接成 本。而激光焊接在以激光作为热源的情况下,将含铅或不含铅的锡料熔入焊件的 缝隙使其连接,无设备耗材从而减少生产成本。
从节能方面来看:由于传统焊锡工艺的加热方式是整板加热,这势必造成很 多热量的无意义损耗,加大电能的损耗;而激光焊接局部加热产生热量消耗较小,且在非焊接时不会有热量产生从而节省电能减少成本。
五、加工精度差异
由于传统烙铁焊接本身工艺的限制和控制方式的制约,送丝及焊接精度有限; 而普思立激光独立开发的新型送丝控制系统很好的结合了送丝和激光器的控制, 大大提升了送丝控制的精度。
六、安全性能差异
非接触的激光锡焊方式减少了松香的使用与助燃剂的残留,这意味着产生的 有害烟尘、废渣、废料大大减少;同时,普思立激光自己的多点同轴温度反馈系 统能够实时、精确地控制焊点温度、防止烧板,在大大降低了焊接工艺的调试难 度、焊接智能化的同时,降低了对设备的损害与对操作人员的伤害。
七、其他
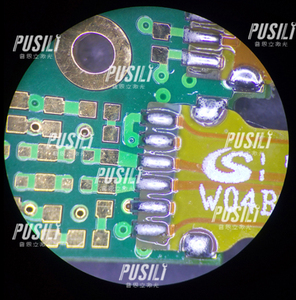
此外激光锡焊中激光的光斑形状可定制,环形、方形、长条形,双焦点等, 这些优势直接成就了激光锡焊在植锡球焊接、锡膏焊接等方面的赞新应用,是传 统烙铁锡焊技术所无法比拟的。
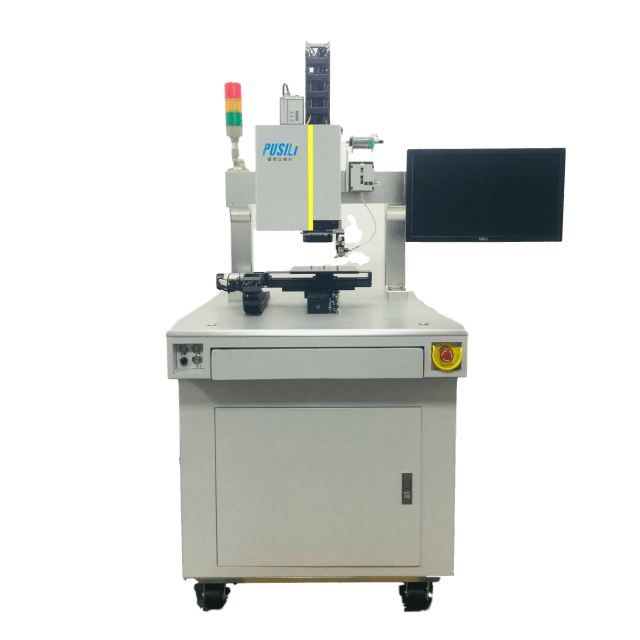 普思立恒温三轴激光锡焊机器人
普思立恒温三轴激光锡焊机器人-
激光
+关注
关注
19文章
3201浏览量
64469 -
自动化设备
+关注
关注
1文章
424浏览量
16452
发布评论请先 登录
相关推荐

激光锡焊与电烙铁锡焊的区别
锡膏印刷与回流焊空洞的区别有哪些?

激光锡膏和普通锡膏在焊接过程中有哪些区别?

松盛光电恒温激光锡焊系统解决方案
PCBA锡膏加工虚焊和假焊的危害有哪些?

激光锡焊技术:无线WiFi设备制造的精密工艺革命
激光锡焊 vs 回流焊接:大研智造技术革新的深度解析
PCB焊盘上不了锡,原因出在哪里?
电子元件的“粘合剂”—激光锡焊介绍





 工商网监
工商网监
评论