 300PLCmpi转以太网通过MPI-ETH-XD1.0在发食品发酵控制系统中的应用
300PLCmpi转以太网通过MPI-ETH-XD1.0在发食品发酵控制系统中的应用
摘要
西门子CPU313C 只有一个MPI通讯接口,借助兴达易控MPI-ETH-XD1.0产品,将MPI通讯协议转换成以太网通讯协议,以此实现上位机和触摸屏同时监控的要求。
关键词
发酵集散控制系统
项目名称
《计算机集散控制系统---生化过程控制》
应用行业
目前,计算机集散控制系统广泛应用于各种流程工业的生产过程控制。本方案具体针对生化反应中的发酵过程,可以广泛应用于微生物发酵行业的生产控制。
项目设计要求
本计算机集散控制系统包含控制系统和被控对象,控制系统由上位机(工程师站)及下位机(操作员站)组成,被控对象为25L 发酵罐。上位机是工控机和移动工作站组成可以实现本地及远程控制的监控,下位机由两台触摸屏及西门子S7-300 PLC 控制器组成。

3.1 系统上位机设计要求
1. 工控机、触摸屏与PLC 的无缝连接。
2. 远程工作站可以实现发酵过程控制系统的实时监控。
3. 上位机配有生物发酵过程专用组态控制软件,具有如下功能:系统组态、运行参数的监视、控制参数设定和控制;优化分析;系统维护;数据备份等。
3.2 系统下位机设计要求
1. 下位机满足相应测控点的控制要求。
2. 下位机含有以太网通讯、控制网通讯、设备网通讯。
3. 下位机组态注释采用中文,可以随程序下载到控制器中,随时上传,备份;支持在线下装,不影响控制运行。
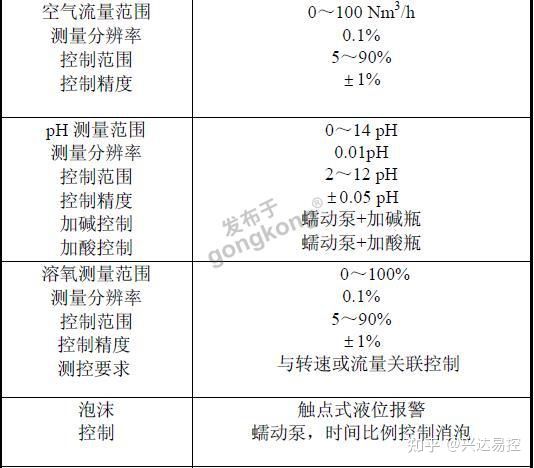
3.3 被控对象测控要求如下:

系统描述
本方案《计算机集散控制系统---生化过程控制》采用集散控制的思想,对发酵过程中需要的变量分散采集,集中控制。控制系统的核心控制器采用西门子S7-300 PLC。整个集散控制系统可以实现上位机及触摸屏的对整个发酵过程的实时监控,并能够实现移动工作站的远程监控。西门子CPU313C 只有一个MPI通讯接口,借助兴达易控MPI-ETH-XD1.0产品,将MPI通讯协议转换成以太网通讯协议,以此实现上位机和触摸屏同时监控的要求。对于上位机的控制,不仅要实现对发酵过程的时间监控,还要完成对发酵过程的优化控制与分析如:控制参数的自整定,自适应关联控制等。
解决方案
1.硬件设备选型
根据集散控制系统的设计要求,对系统的硬件设备做如下选型:

2.系统网络整体组态
整个集散控制系统既要实现上位机及触摸屏的对整个发酵过程的实时监控,又要实现移动工作站的远程监控。工控机、触摸屏及移动工作站与西门子S7-300都通过MPI 通讯方式通讯,而西门子300 主机只有一个MPI 借口,无法满足多台设备同时与PLC 通讯,为此我们借助兴达易控MPI-ETH-XD1.0 产品,将远西门子S7-300的MPI 借口扩展为一个MPI 接口及一个以太网接口,通过以太网的方式对整个系统进行组态,可实现系统的设计要求。
具体的组态方案如下图所示:
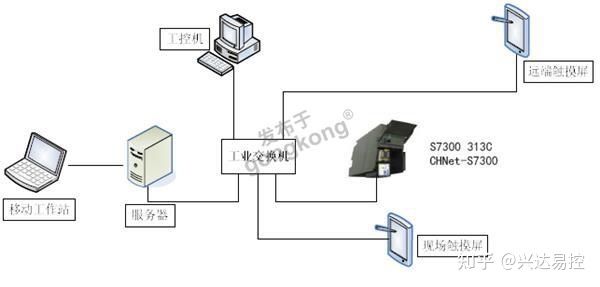
通过以上系统整体组态设计,可以实现现场触摸屏通过以太网方式与S7-300通讯,实时的监控,同样工控机也可实时进行监控;远端的触摸屏也通过以太网的方式连接到工业交换机上,也可实现监控;将工业交换机连接到网络服务器上,移动工作站也可通过网络服务器对整个系统进行实时监控。
系统优点
1. 通过借助兴达易控MPI-ETH-XD1.0产品,可以不用给系统配以太网模块,相对于西门子以太网模块,降低了系统的成本,使得系统性价比更高。
2. 通过借助兴达易控MPI-ETH-XD1.0产品,解决了多对一的通讯难题,使得通讯设置简单方便,方便用户操作。
3. 通过借助兴达易控MPI-ETH-XD1.0产品,使得系统具有良好的开放性,任意的监控设备设置只要设置好网关,都可以对系统进行监控。
4. 系统采用以太网方式通讯,具有更高的传输效率,受到的干扰较小,可以实现多台设备同时对系统进行监控,而且延迟较小。
5. 系统采用以太网方式通讯,方便用户后续开发使用。
现场照片

图1 系统主监控界面

图2 参数设定界面
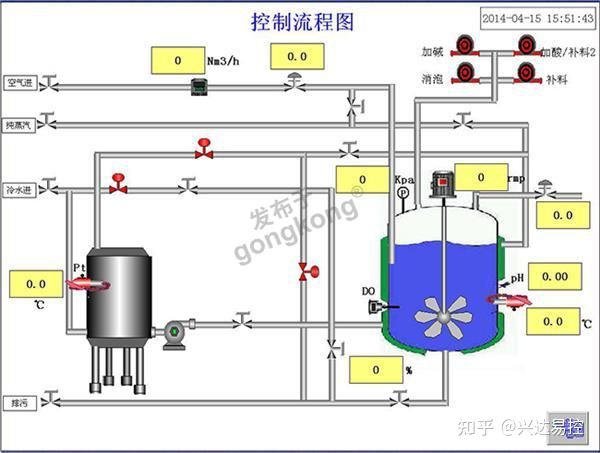
图3 系统的控制流程图


兴达易控:mpi转ModbusRTU主站连接智能电表到300PLC
兴达易控:西门子200PLC转以太网在麦芽厂预处理水处理系统应用
兴达易控:西门子200PLC转以太网与昆仑通态触摸屏在锅炉系统应用案例
兴达易控:兴达易控PLC PPI转以太网_wincc集中采集多台PLC数据
兴达易控:西门子300PLC转以太网无需编程实现与1200PLC转以太网数据通信
-
以太网
+关注
关注
40文章
5427浏览量
171791 -
MPI
+关注
关注
2文章
111浏览量
19438 -
PPI
+关注
关注
0文章
22浏览量
5041
发布评论请先 登录
相关推荐
信捷PLC转以太网连接电脑方法
施耐德 PLC 转以太网:案例展示与经验交流

RS232转以太网模块应用解析 RS232在物联网中的应用
以太网通信网关是什么

工业以太网通信协议的主要类别
PLC以太网通讯怎么掉线
PLC以太网通讯模块是什么?PLC以太网通讯模块的功能特点
WT32-ETH02 plus 串口转以太网开发,WT32-ETH01网关开发板升级款!

plc以太网通讯模块在哪 plc以太网通讯掉线怎么解决
科普科普以太网的定义、种类以及晶振在以太网上的应用
plc怎么通过以太网远程通信
plc以太网通讯模块在哪个位置
Modbus转Profinet网关揭秘!升级工业自动化!






 工商网监
工商网监
评论