 金属铜磨削加工难点及工艺方案
金属铜磨削加工难点及工艺方案
金属铜材料强度和硬度低,塑性大,延展性好,具有良好的导热性和导电性,被广泛应用于汽车电子、航空航天、数字化工厂、智能家居领电子连接件,机床设备等领域,是我国有色金属中使用最为广泛的金属材料之一。
一、金属铜磨削加工难点
铜的延展性、可塑性及韧性让可加工性变差,磨削难度变大,极易在工件表面产生划伤、碰伤,并产生塑性粘附,在磨削加工中产生的大量热能更是增强了铜的延展性,放大了这些问题,对磨削精度产生极大影响。
二、金属铜磨削工艺方案
机床(磨削设备)+德国SycoTec高性能电主轴(4033 AC-ER8)对铜材料工件进行精密磨削加工,通过良好的工艺控制,加工后的铜材料工件表面光洁、粗糙度低、尺寸精度高。
其使用的4033 AC-ER8是SycoTec针对金属非金属钻孔、铣削、磨削、雕刻等加工研发的一款超高速精密主轴,超高转速6,000~100,000rpm,高精度≤1um,重量轻0.5Kg,KTY/PTC温控保护可连续长时间工作,并且体积小,重量轻,安装灵活方便。

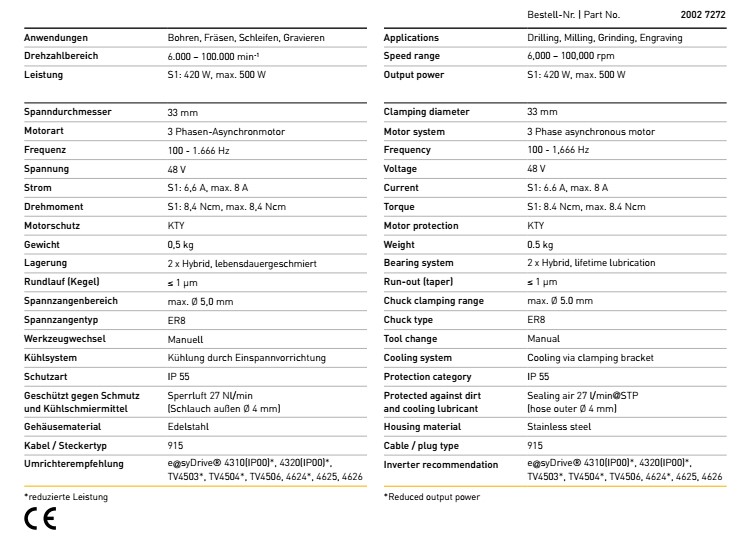
4033 AC-ER8电主轴技术参数
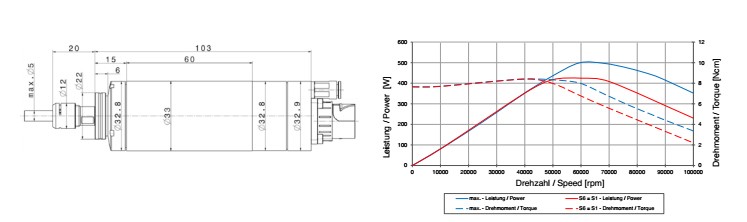
4033 AC-ER8电主轴转速功率
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
磨削加工
+关注
关注
0文章
4浏览量
5980
发布评论请先 登录
相关推荐
无氧铜网线和纯铜网线哪个好
。 通过特殊工艺去除铜中的氧等杂质,具有高纯度、优异的导电性、导热性、冷热加工性能和良好的焊接性能、耐蚀性能。 纯铜网线(通常指青铜外边再镀上一层无氧
PCB设计中填充铜和网格铜有什么区别?
填充铜(SolidCopper)和网格铜(HatchedCopper)是PCB设计中两种不同的铺铜方式,它们在电气性能、热管理、加工工艺和成
PCB设计中填充铜和网格铜有什么区别?
填充铜(SolidCopper)和网格铜(HatchedCopper)是PCB设计中两种不同的铺铜方式,它们在电气性能、热管理、加工工艺和成
顶层金属AI工艺的制造流程
顶层金属 AI工艺是指形成顶层金属 AI 互连线。因为 Cu很容易在空气中氧化,形成疏松的氧化铜,而且不会形成保护层防止铜进一步氧化,另外,Cu 是软
金属层1工艺的制造流程
金属层1工艺是指形成第一层金属互连线,第一层金属互连线的目的是实现把不同区域的接触孔连起来,以及把不同区域的通孔1连起来。第一金属层是大马士

数控加工工艺主要包括哪些内容和特点
的基础,它包括零件图样的分析、工艺方案的制定、刀具路径的生成、程序的编写和校验等环节。编程人员需要具备一定的机械设计、数控机床操作和编程语言知识。 刀具选择与刀具路径规划 刀具选择是数控加工工
铜激光焊接技术篇——铜激光焊接难点分析
铜的焊接难点 由于铜在常温下对近红外激光的吸收率非常低,所以在焊接过程中会将大部分入射激光反射掉,导致铜在激光焊接过程中的能量损耗严重、激光能量利用率低。同时,由于

通过工艺建模进行后段制程金属方案分析
及电阻率增加问题,半导体行业正在寻找替代铜的金属线材料。 l 在较小尺寸中,钌的性能优于铜和钴,因此是较有潜力的替代材料。 随着互连尺寸缩减,阻挡层占总体线体积的比例逐渐增大。因此,半导体行业一直在努力寻找可取代传统

深圳恒兴隆机电|数控磨削主轴:原理和结构及特点介绍.
深圳恒兴隆机电|数控磨削主轴:原理和结构及特点介绍通过主轴电机驱动,将电能转化为机械能,进而带动砂轮进行高速旋转。当工件与砂轮接触时,按照设定的程序进行磨削加工,通过控制主轴电机的转速、进给速度
发表于 04-08 10:33
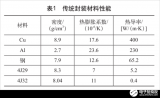
电子封装用金属基复合材料加工制造的研究进展
的航空航天电子封装领域中,对金属基复合材料的加工工艺进行优化,是满足新一代电子封装产品需求的关键。对传统封装金属和金属基复合封装材料
MiR AMR助力金属加工行业实现生产效率飞跃
金属表面处理行业有着复杂的生产流程和高度精细的操作要求,包括电镀、喷涂、磨削等工艺,以确保金属制品具有所需的外观、保护和功能特性。
磨床主轴及其应用?|深圳恒兴隆机电a
。在高速转动的同时,主轴要能够承受较大的切削力和径向力,同时保持稳定性,以保证磨削加工的精度和质量;三、磨床主轴的材料和制造工艺磨床主轴的材料通常选用高强度、高硬度的合金钢或铸铁,以保证其刚性和耐磨性
发表于 01-08 09:59





 工商网监
工商网监
评论