 制药企业罐体保温隔热涂层的正确使用方法
制药企业罐体保温隔热涂层的正确使用方法
【关键词】罐体保温、保温涂层、保温隔热、福世蓝技术、高分子复合材料
各行各业中常见的储罐有很多种,根据材质不同大体上有:聚乙烯储罐、聚丙烯储罐、玻璃钢储罐、陶瓷储罐、橡胶储罐、不锈钢储罐等,按形式分类可分为立式储罐、卧式储罐等。储罐作为储存用具通常需要在罐体外层做一层保温,使罐体内部介质不受外界温度因素影响,本文结合案例针对罐体保温涂层进行讲解。
立式储罐保温要求
立式保温罐具有节能、消声、耐腐、生产能力强,清洗方便等优点,广泛用于乳品行业、食品、制药、化工、饮料等工业部门,作为加热、保温、杀菌处理或贮藏水液的必需设备,其具有以下保温要求:
罐体保温:保温层保温体的内部温度使其热能不和外界产生热交换(对流、辐射、传递),保证生产的必须温度,使内部热量得到最大限度的利用,达到节能的目的。
防止强烈的外热辐射,使外界热量不能传导到被保温体内部,以致影响被保温体的正常温度,甚至损害设备、零部件、仪表等。
防止外界低温影响被保温体内部的工作温度, 导致损害管道、设备、仪表等。
制药企业真空储罐温度过高应用保温涂层解决问题
山东某制药企业在生产运行过程中,其室外冷凝液及真空储罐在当下季节出现温度过高问题,十分影响冷凝液的使用。企业了解到福世蓝纳米隔热保温材料,其优越的隔热保温性能及简单的操作工艺完全胜任该设备的使用要求,企业方即与我司联系并达成合作。
通过后续的跟踪回访,企业指出我司材料轻质、疏松、导热系数低,能够有效地阻断热传导,并且作为疏水材料防结露效果良好,能够有效地防止罐身表面生锈,并且能够避免因外界温度过高导致储罐内冷凝液的内部挥发,排除安全隐患,降低车间真空泵排气及罐体排空二级冷凝装置和末端树脂吸收装置VOC的处理压力。通过此次合作,企业高度认可我司保温隔热材料,为以后的发展奠定了基础。
福世蓝纳米隔热保温材料性能介绍
福世蓝®纳米隔热保温涂料是以纳米真空陶瓷微珠和丙烯酸酯聚合物等多种成分复合而成的,一种单组分、工艺性能良好的新型环保水性浆料。可以直接涂抹在热力管道、高温设备、建筑内外墙等表面,使用温度范围为-60℃~200℃。涂层表面可依需要涂刷一层耐高温防水耐酸碱面漆(水性较佳),增强防水防尘和耐酸碱能力,也易于清洁。
福世蓝纳米隔热保温涂料耐高温、高效阻热,低比重,通过阻挡三种热传导方式(对流,传导和辐射)来完成高耐热保温。涂料的真空微球聚合涂层结构能阻止和散射超过76%的热辐射。多功能、适用范围广,可用于任何外形的物体上,干燥后形成有弹性的聚合物涂层,拥有优良的隔热性能和优越的防护性能,使强化分子制造出中空环境产生隔绝热量的性能。安全环保,不含甲醛等有机挥发毒性物质,无污染环境,对人体无害。经久耐用,附着力强,不易脱落开裂。施工方便,直接喷涂或刷涂均可,物体表面温度达到+60℃仍能继续施工。
福世蓝纳米隔热保温涂料的两种操作工艺
福世蓝纳米隔热保温涂料主要施工工艺有两种,喷涂工艺和刮涂工艺,基本流程如下:
1、材料喷涂工艺:
材料搅拌要求
福世蓝纳米保温材料在施工前需要进行搅拌均匀,请在材料分装前在包装桶内进行搅拌混合,建议使用电动搅拌机进行混合,搅拌桨叶使用锚式、推进式和桨叶式。搅拌速度和搅拌时间以现场包装大小而定,建议1分钟300转以下搅拌5-7分钟,手动10~15分钟(用搅拌锤等专业搅拌工具应上下翻动搅拌)。搅拌以达到浆料均匀无结块无分层为标准,搅拌后如奶油状态。(注:加水量应依工具而定,因保温成分比重小过稀易发生分层现象,所以不建议加水过多)
福世蓝纳米保温材料可以根据现场施工环境和施工工艺进行稀释,但总稀释率不大于5%,一般建议刮涂时可不加水稀释,喷涂施工稀释率为1%~5%,加水多少应依现场温度环境、工具而定,因保温成份比重小,过稀易发生分层现象。
福世蓝纳米保温材料建议在基体温度20-60℃、环境湿度小于50%的工况下进行施工,采取多层涂刷,每层厚度0.5-1.5mm,每一遍涂刷表干后方可进行第二遍涂刷。
材料喷涂工艺
使用本公司提供的指定型号喷枪对福世蓝纳米保温材料进行喷涂施工。
喷涂前仔细阅读喷枪使用说明书,将喷枪组装好,并进行调试,调试喷涂前通过调节喷枪的液量和气量按钮,对喷涂效果进行调试。使用本喷枪喷涂过程中,不能停喷,如果每次停喷时间超过5分钟,需要将喷枪彻底清洗干净后再继续喷涂。
喷涂单层厚度不得超过1.5mm,第一层喷涂薄薄一层(0.5mm左右)进行打底,每层施工完成后需表干后再进行第二层喷涂,但如果材料未完全表干进行第二层喷涂易造成材料流挂、鼓包、开裂等情况,影响材料粘接力及保温效果。喷涂时气压要求75~120PSI,搅拌器建议使用螺旋形搅拌头,喷枪建议使用水包水喷枪,口径选择4.0mm,大工程施工建议使用高压无气喷枪压力范围低于3.5MPa。
2、材料刮涂工艺
使用泥瓦刀或其他合适工具对福世蓝纳米保温材料进行刮涂施工。
刮涂时无需加水,或根据现场情况微加水,在充分搅拌到呈膏体状时即可直接刮涂。
刮涂单层厚度不得超过1mm,第一层刮涂薄薄一层进行打底,每层施工完成后需表干后再进行第二层刮涂,但如果材料未完全表干进行第二层刮涂易造成材料流挂、鼓包、开裂等情况,影响材料粘接力及保温效果,逐层增加厚度至要求厚度。
材料固化
干燥时间:表干30min/50℃(环境温度湿度影响),24小时实干(环境温度湿度影响)。全部施工完毕后需静置48小时后,检查材料固化情况。
现场施工案例

发布评论请先 登录
相关推荐
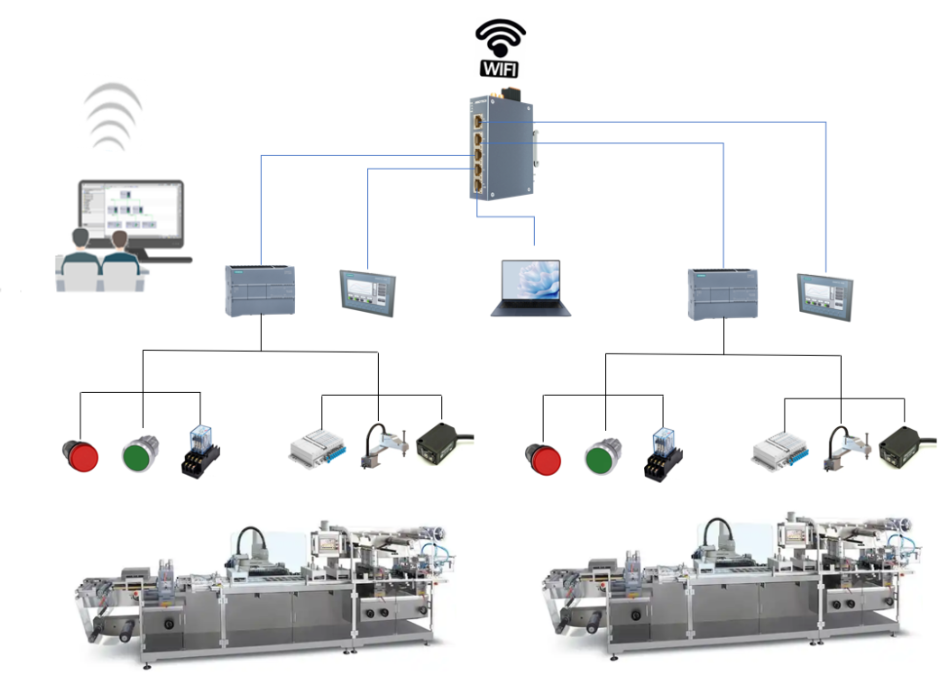
安全、便捷、效率高,明达边缘计算网关助力制药装备企业远程调机
频闪仪的正确使用方法
光纤收发器的使用方法和注意事项
纸机烘缸端面隔热保温,用哪种技术可以取得更好的效果?

Tektronix 电流探头的正确使用方法

任意波形发生器的使用方法
光纤热缩管正确使用方法
制药装备企业如何实现制粒机远程监控和运维管理






 工商网监
工商网监
评论