 激光焊接中输入功率的重要性/CRT激光焊接控制系统
激光焊接中输入功率的重要性/CRT激光焊接控制系统
近年来激光焊接得到了广泛的使用,在汽车工业、船舶工业、核电工业、航天航空工业等高科技行业应用的越来越广泛,而且随着成套设备成本的降低,在日常五金用品及其它生活相关领域的应用开始迅速增长。
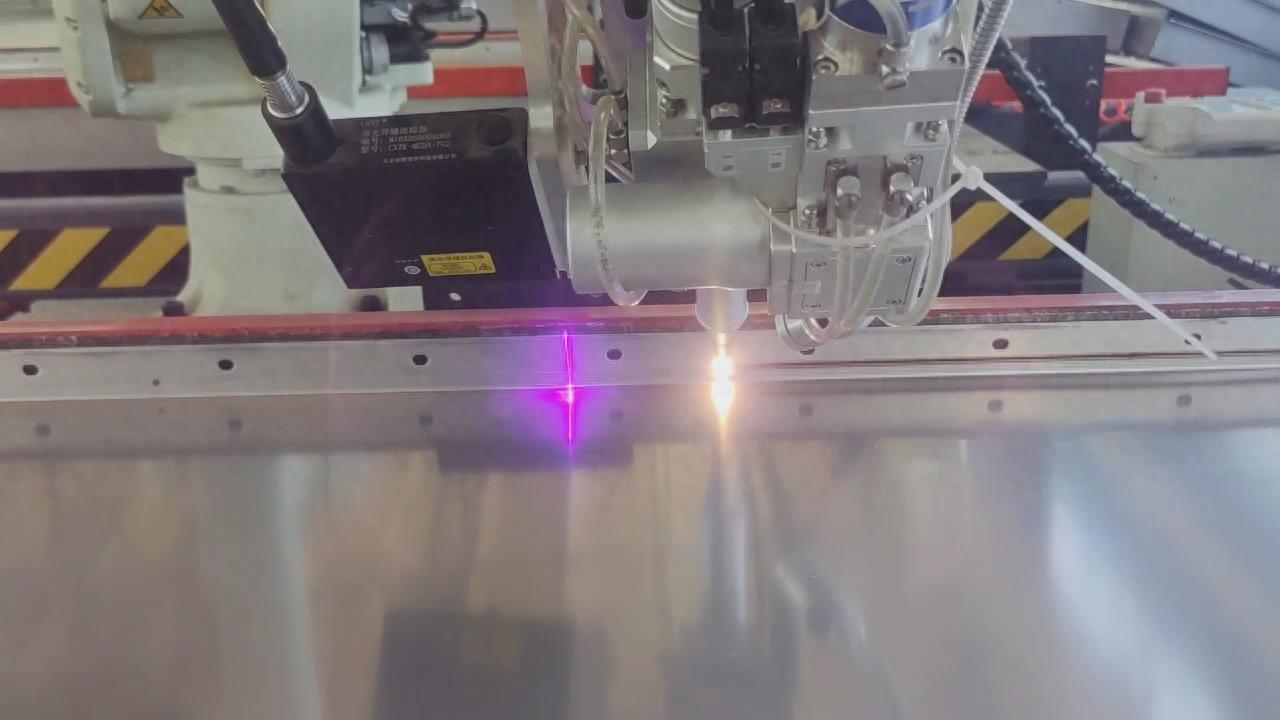
激光焊接时的输入功率控制很重要。功率太小时加热不足,达不到焊接温度,会造成虚焊,脱焊,夹焊等未焊合缺陷;功率过大时,则影响到焊接稳定性,加热温度大大高于工件焊接所需的温度,造成严重喷溅,针孔,夹渣等缺陷,这种缺陷称为过烧性缺陷。激光焊接时的输入功率要根据工件厚度和成型速度来调整确定,不同成型方式,不同的机组设备,不同的材料钢级,都需要我们从生产第一线去总结,编制适合自己机组设备的焊接工艺。
为了适应各行业发展的需求,CRT全体同仁共同努力,研发出一款4-6轴高端激光焊接控制系统。可点焊、直线、圆弧等多种轨迹运动焊接,多轴联动,多种插补。如焊接中,不同的点、直线、圆弧都可以输入不同要求的激光功率。

DMC640ML激光焊接示教系统
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
控制系统
+关注
关注
41文章
6618浏览量
110605 -
焊接
+关注
关注
38文章
3135浏览量
59759
发布评论请先 登录
相关推荐

激光焊接如何保证焊点质量
激光焊接技术在现代制造业中占据了重要地位,以其高能量密度、可聚焦、深穿透、高效率和高精度等优点,在汽车制造、航空航天、微电子等领域得到了广泛应用。激

如何实现激光功率和光束焦距的精确控制
在现代工业生产中,自动激光焊接设备凭借其高效、精准的优势,成为众多制造领域不可或缺的重要工具。然而,要充分发挥其潜力,实现最佳的焊接效果,关键在于对


焊接专机加装激光跟踪系统的作用
工艺的革新和提升带来了革命性的变化。本文将探讨焊接专机加装激光跟踪的作用,并分析其在提高焊接质量、提高生产效率以及降低成本等方面的积极影响。 首先,

激光焊缝跟踪系统:提升焊接效率,确保焊接质量
随着工业技术的不断发展,焊接技术作为连接材料的重要手段,其应用范围日益广泛。而在现代工业生产中,对焊接质量和效率的要求也日益提高。为了解决这一难题,激光焊缝跟踪

纳秒激光焊接机如何实现高精度焊接
,具有极短的脉冲宽度和高峰值功率。这种激光能够产生极小的光斑,实现精确的能量集中,从而减少热影响区,提高焊接精度。2.精确的控制系统:纳秒激光






 工商网监
工商网监
评论