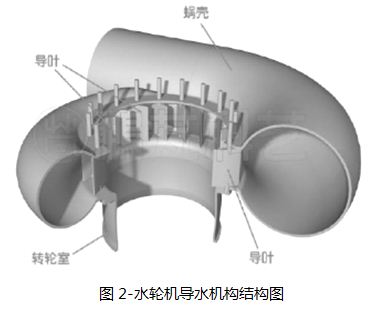
 水轮机过流部件气蚀、磨蚀如何解决?原来方法这么简单快速
水轮机过流部件气蚀、磨蚀如何解决?原来方法这么简单快速
关键词:水轮机,过流部件,磨蚀,修复保护
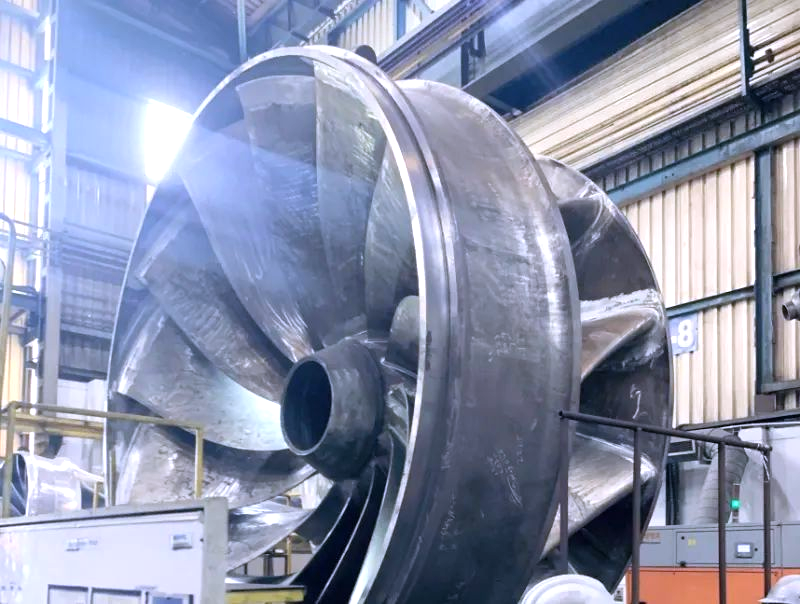
水轮机过流部件的气蚀、磨蚀会使设备在运行中产生振动和噪音,造成设备运行效率低下、大修频繁、使用寿命缩短,严重影响到机组的稳定,甚至威胁到整个电网的安全运行,解决水轮机的磨蚀问题日益迫切。下面小编结合案例简要讲一下水轮机过流部件磨损的原因及如何解决水轮机过流部件的磨损问题。
一、设备问题及原因分析
通常情况下,水轮机及其重要部件经含有大量泥沙的高速水流流过时,极易对其造成损伤,其损伤方式主要包括三种:
(1)冲蚀磨损:一些小而松散的流动粒子对材料形成冲击的情况下材料表面出现破坏时称这一磨摸现象为冲蚀磨损。携带固体粒子的流体包括液流和高速气流,液流为泥浆型中蚀,而高速气流会产生喷砂型冲蚀。
(2)气蚀磨损:气蚀磨损是指水流在局部地区流速增高的情况下会产生汽化,这就出现了破坏现象,将其称为气蚀磨损
(3)冲蚀与气蚀的复合磨损:高速水流在含量有泥沙和气泡的情况下对流过的材料产生磨损被称之为冲蚀与气蚀的复合磨损,通常水电行业将其称之为磨蚀。水轮机产生冲蚀与气蚀的复合后损主要是在水、气和沙的共同作用下形成的,这是我国水电设备严重受磨蚀的主要原因。
二、水轮机过流部件气蚀、磨蚀解决方案---高分子材料涂层保护技术分析
水轮机的过流部位产生损伤后,常用的处理方法有电镀、耐磨焊条堆焊或喷焊、陶瓷胶泥刮涂,严重部位采用碳化钨喷涂等处理方式。以上方法均存在一定弊端,补焊高温产生的热应力无法完全消除,易造成材质损伤,导致部件出现变形。电刷镀受涂层厚度限制,容易出现剥离脱落现象。而碳化钨等处理方式价格高昂,严重增加电站的维护成本。
采用高分子材料实施表面涂层是目前行之有效的保护措施之一。表面涂层保护可广泛应用于磨蚀、气蚀、腐蚀部位的修复和预保护涂层。其具有良好的耐化学性能及优异的力学性能和粘接性能。与传统的焊接修补相比,防腐涂层保护技术具有施工简便、成本低、安全性高、修复效果好的特点。可以为部件提供一个长久的保护涂层。
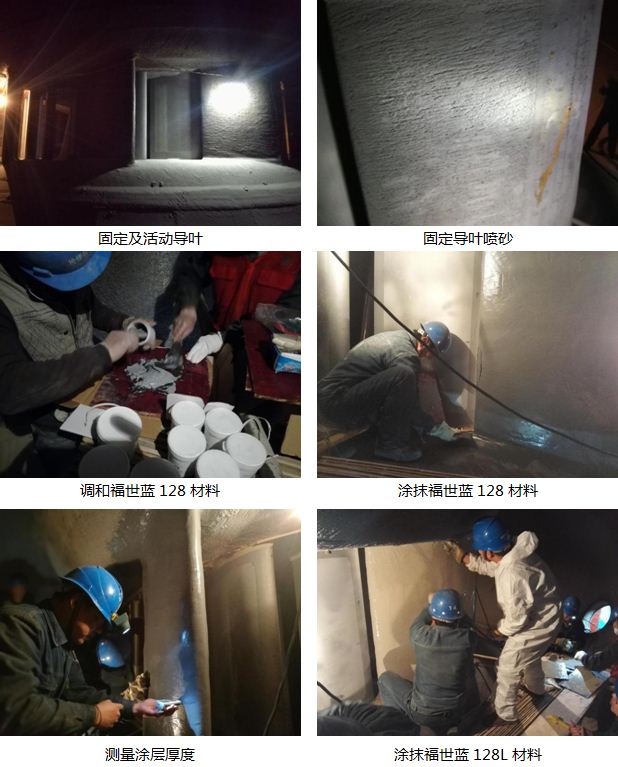
三、高分子涂层操作步骤
1、做好现场相应安全措施,保证施工安全,固定支架,便于现场作业;
2、用喷砂机将待保护导叶表面进行喷砂,达到Sa2.5标准;
3、用压缩空气将灰尘吹干,用无水乙醇(分析纯)清洗喷砂后的表面,要求清洗彻底;
4、如喷砂后间隔时间较长表面需喷预处理剂,晾干,避免再次生成氧化层;
5、将调和均匀的福世蓝128材料均匀涂抹在导叶表面,保证厚度不低于1mm;
6、材料固化。24℃时固化24小时,温度每提高11℃固化时间缩短一半;
7、固化后使用砂带等工具打磨材料表面局部高点及釉质面,并使用无水乙醇清洗干净;
8、将均匀调和的福世蓝128L材料覆盖在128材料表面,确保涂覆无漏涂、流挂、针孔、气泡;
9、材料达到固化要求后即可投入使用。后期应避免修复部位承受撞击及敲击。
现场图片:
-
修复
+关注
关注
1文章
718浏览量
22908 -
水轮机
+关注
关注
0文章
43浏览量
8782
发布评论请先 登录
相关推荐
过流保护的讲解(可下载)

变频器过流(OC)故障维修及案例分析

发电机工作原理及其转换效率
过流保护和过电流保护的区别是什么
水轮机调速系统仿真测试仪操作说明——每日了解电力知识

过流保护器怎么复位
过流保护是变压器的主保护对吗
仅1小时!KSCAN-Magic精准驾驭4米以上水轮机叶片三维检测
复合电压闭锁过流保护的作用及原理
温度继电器如何提供过流、过压保护功能
东方电气成功开发500兆瓦冲击式水轮机模型,成为全球首次





 工商网监
工商网监
评论