 设备传动部位磨损,选对维修方式很关键!提升维修速度,提升维修效果!
设备传动部位磨损,选对维修方式很关键!提升维修速度,提升维修效果!
设备在高负荷、连续运转的情况下,导致设备传动部位的磨损。很多企业在遇到大型轴类磨损的问题,往往采用传统工艺进行处理,即报废更换、堆焊机加工、热喷涂、电刷镀、打麻点等。
传统的修复方法有堆焊、热喷涂、电刷镀等工艺。那些对温度特别敏感的金属零部件,会使零件表面达到很高温度,造成零件变形或产生裂纹,影响零件的尺寸精度和正常使用,严重时还会导致轴的断裂。电刷渡虽无热影响,但镀层厚度不能太厚,污染严重,应用也受到了极大的限制。
对企业来说,时间就是效益,传统工艺无法在短时间内解决企业的设备问题,将会给企业带来巨大的经济损失。
传动部位磨损最优解决方案:
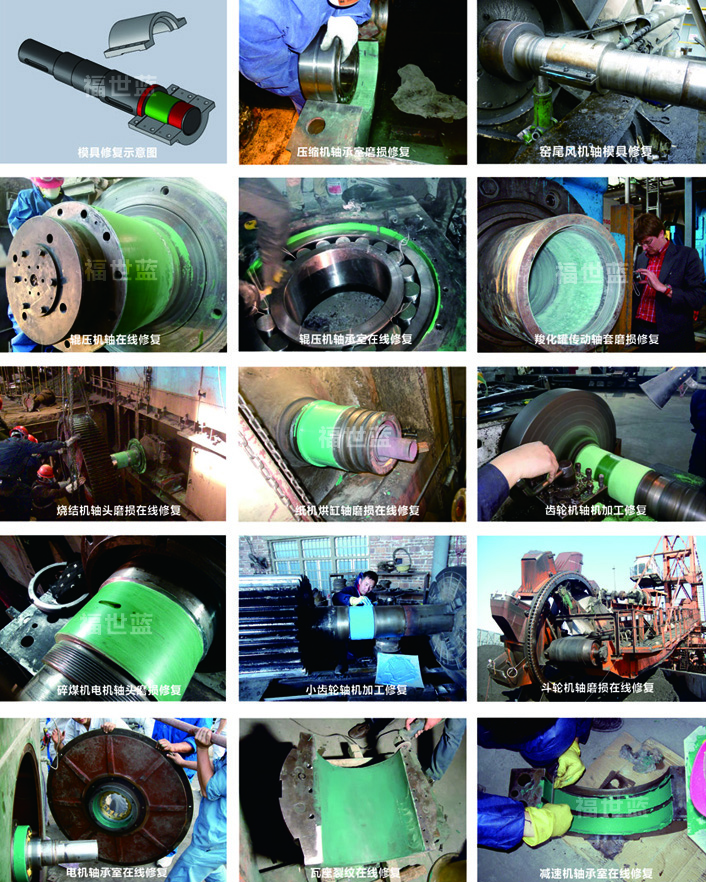
针对设备运行中出现的传动部位磨损问题,福世蓝高分子复合材料修复工艺大都能够实现设备问题的现场解决,这种工艺所应用的进口高分子复合材料,既具有设备配合所要求的强度和硬度,又具有金属所不具备的退让性,可以最大限度确保修复部位和配合部件的尺寸配合公差。同时,高分子复合材料本身所具有的抗高压、抗弯曲、延展率高等特性,可以有效地吸收外力的冲击,极大化解和抵消轴承对轴的径向冲击力,并避免了磨损间隙再次出现的可能性。
高分子复合材料修复工艺一般会根据设备不同的磨损情况、设备参数、检修时间等客观条件来匹配不同修复方案。常见的修复工艺有:模具修复工艺、样板尺修复工艺、麻点修复工艺、四点定位修复工艺、部件对应关系修复工艺、机加工修复工艺等。利用高分子复合材料现场对磨损部位进行修复,在保证修复精度和满足安装要求的基础上,无需对设备进行大量拆卸,修复周期短,一般8-14小时内完成修复工作。
用这种修复方法可以解决以下问题:
- 风机、电机、减速机、破碎机、辊压机、泵类等设备的轴承位、轴承室等静配合传动部位磨损;
- 各类联轴器、带轮等的键槽滚键问题;
- 各种设备的螺纹滑丝问题;
- 各类设备铸造缺陷、瓦座及设备壳体裂纹等非结构性损伤;
- 液压臂、轨道面的局部划伤。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
设备
+关注
关注
2文章
4473浏览量
70540 -
材料
+关注
关注
3文章
1190浏览量
27231
发布评论请先 登录
相关推荐
轴修复实战课:篦冷机拖轮轴磨损,如何修复让速度效率双提升!
本文介绍了篦冷机作为水泥厂熟料烧成系统中的重要设备,其拖轮轴磨损问题的修复方法。通过对比传统修复工艺与高分子复合材料修复工艺,详细阐述了这种工艺在修复篦冷机拖轮轴磨损方面的优势,并详细描述了修复步骤。本文旨在为企业提供一种高效、

电光防爆设备故障分析与维修手册
一、 前言 本手册旨在为广大用户提供电光防爆设备故障的快速分析与维修指导,以减少设备停电时间,确保生产安全。手册内容基于我公司技术人员与矿方技术人员长期的维修经验与分析完成,并在后续
谷歌承诺提升 Pixel 手机和平板电脑维修便捷度
早在2022年,谷歌便已与iFixit达成合作关系,为Pixel设备提供必要零部件及专业工具和维修指导。值得注意的是,今年年初,谷歌积极支持俄勒冈州的“维修权”法案,与苹果的立场形成鲜明对比。
主轴维修:关键步骤和要点有哪些?|深圳恒兴隆机电.
主轴维修:关键步骤和要点有哪些?|深圳恒兴隆机电主轴是许多机床设备中的关键组成部分,通常用于加工、旋转和支撑各种工件。由于其复杂性和多功能性,主轴的维护和
发表于 03-25 09:45
电气设备的绝缘在线监测与状态维修探究
电气设备的绝缘在线监测与状态维修探究 安科瑞王璐月 摘要:在线监测是控制好电气设备绝缘的重要方式,为电力系统稳定奠定重要基础。在线监测电气设备
加固手持平板电脑在铁轨维修上的应用
随着铁路交通的发展,铁轨维修成为保障行车安全和运营效率的重要环节。在这个关键的维修过程中,专业的设备和工具至关重要。亿道三防onerugged系列产品中的加固手持平板电脑是一款在铁轨





 工商网监
工商网监
评论