 激光熔覆的稀释率和搭接率介绍
激光熔覆的稀释率和搭接率介绍
稀释率的概念
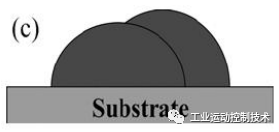
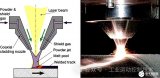
稀释率是指在激光熔覆中,由于熔化基材的混入而引起的熔覆合金成分的变化程度,用基材合金占总熔覆层的百分率表示(符号η)。
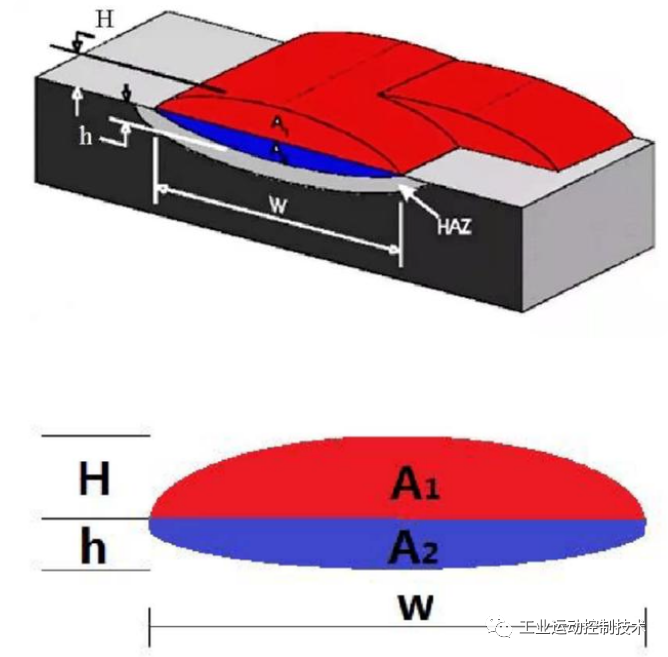
H:熔覆层高度,h:基材熔深,W:熔覆层宽度,
η=A2/(A1+A2)=h/(H+h)
不同修复工艺稀释率对比
热喷涂/等离子喷涂:η=0,仅为机械结合,容易脱落。
堆焊:η=30-60%,基体过度稀释涂层,热影响区过大,容易产生焊接缺陷。
激光熔覆:η<10%,稀释率低,热影响区小,化学冶金结合,结构致密,修复效果好。
搭接率的概念
单道熔覆时,熔覆层不是平面,而是凸面。(表面张力梯度引起的强制对流和润湿性的共同作用)。
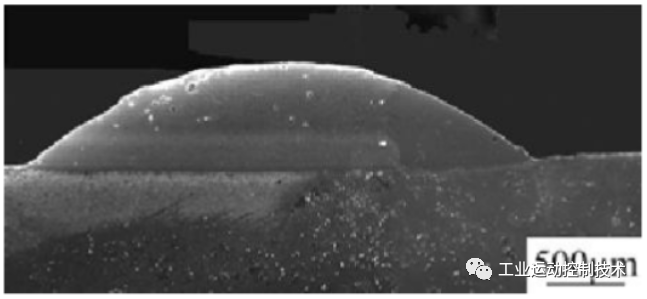
熔覆层截面形貌
如果不进行搭接,不同道次连接处熔覆层有效厚度为0,表面粗糙度差。多道熔覆时,相邻熔覆道间的搭接宽度D0与单道熔覆层宽度W之比。
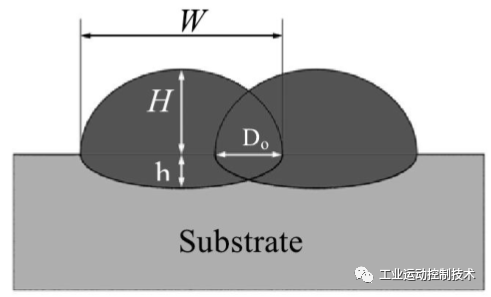
R0=D0/W x 100%
搭接率对熔覆层形貌的影响
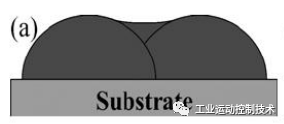
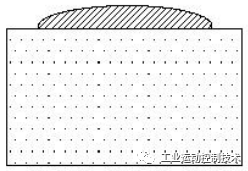
R0偏小:相邻熔覆道之间会出现明显的凹陷区,但两个熔覆道高度是一致的。
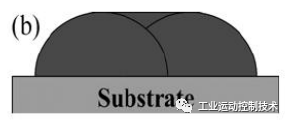
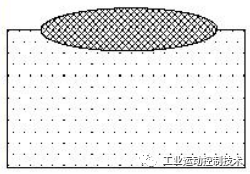
R0适中(40-50%):会有较好的熔覆效果,且两道熔覆道高度相同。
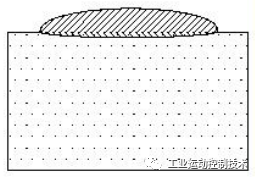
R0偏大:出现搭接区的凸起,且两熔覆道高度不同。如果继续叠层熔覆,会将缺陷进一步放大,导致无法熔覆成型。
搭接率对熔覆层组织和性能的影响
 搭接处金相组织
搭接处金相组织
搭接处被激光重新加热,树枝晶更加明显,未搭接部分受到热传导作用,产生自回火,硬度下降。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
激光
+关注
关注
19文章
3118浏览量
64354 -
热导
+关注
关注
0文章
4浏览量
5307
发布评论请先 登录
相关推荐

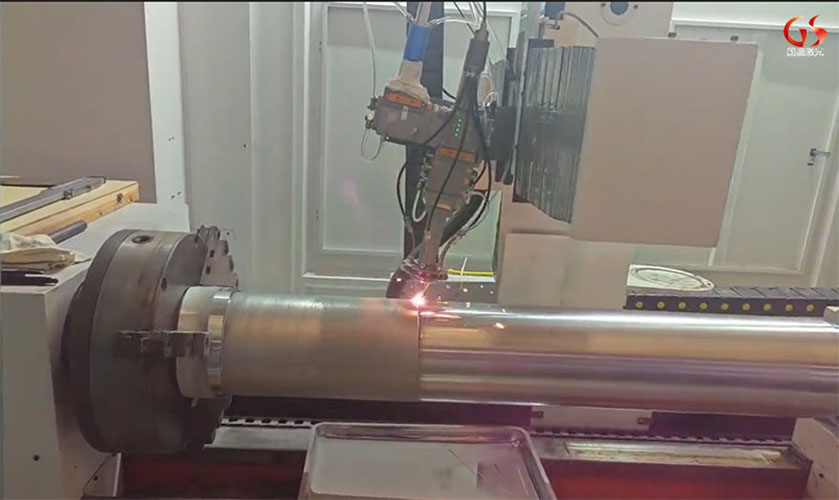
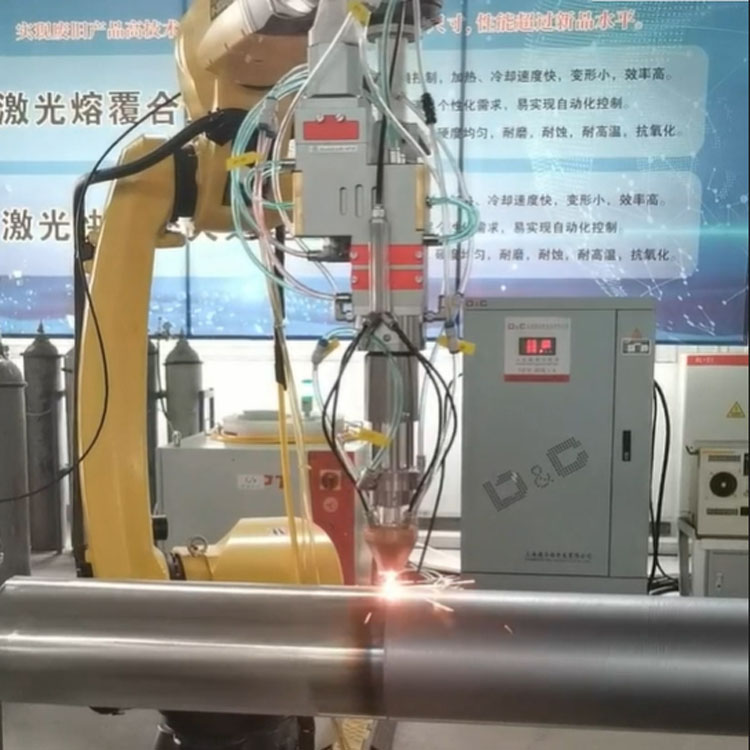
激光熔覆轴送丝修复技术优势及未来发展趋势
激光熔覆技术,作为现代制造业中一项前沿的表面改性与修复手段,正逐步在航空航天、汽车制造、能源电力及重型机械等领域展现出其独特的优势与潜力。其中,激光





内孔激光熔覆修复原理及应用
内孔激光熔覆修复是一种先进的表面工程技术,通过高能激光束照射金属表面,使表面材料熔化并快速凝固。从而实现表面改性或修复。该技术以其高效率、高精度、低成本等优点,广泛应用于机械、石油、化

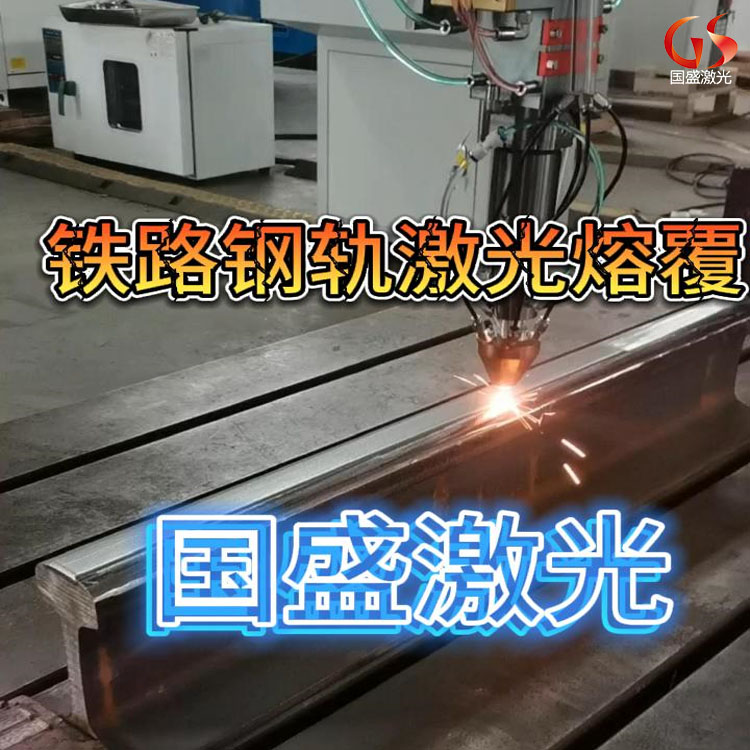
激光熔覆技术在铁路钢轨修复中的应用优势及注意事项
熔覆技术在材料表面修复领域的应用逐渐受到关注,其在铁路钢轨修复中的应用研究也逐渐开始。 一、激光熔覆技术概述

激光熔覆工艺深度解析:原理、分类与材料选择
激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使其基体表面一薄层同时熔化,并快速凝固后形成

什么是激光熔覆技术?
激光熔覆技术是一种金属表面处理技术,通过使用激光束熔化金属粉末并将其附着在金属基底上来制造复杂的金属零件或修复己损坏的金属部件。





 工商网监
工商网监
评论