 大功率光纤激光内孔熔覆装备开发及应用
大功率光纤激光内孔熔覆装备开发及应用

近年来,国内激光技术发展迅猛,以液压支架立柱的激光熔覆经验为技术借鉴,利用激光熔覆技术在构件的外表面形成熔覆层,既可以提高构件的耐磨损、耐腐蚀性能,又可以对存在磨损、腐蚀的构件进行制造与再制造。但是,缸体的内部狭窄,现有的激光器和熔覆工艺不能实现对缸体内壁熔覆,阻碍了激光技术在内壁熔覆方面 的工业化应用。如何对缸体内壁进行激光熔覆, 是一项值得研究的技术问题。
针对现有技术的种种不足,提出了一种有效地提高缸体内壁的耐磨损性能,延长立柱的使用寿命,提高对缸体内壁进行激光熔覆的可操作性,适应企业高科技、自动化发展需要的缸体内壁的熔覆方法,包括开发设计内壁熔覆装备系统和技术工艺验证,以期对激光熔覆内壁技术应用提供一些实际参考。
1 实验材料及方法
所用合金粉末为自主研发的铁基合金粉末SN-135,粉末粒度为-100~+270 目,成分配比如表1所示。所用基材为液压支架用油缸,规格为Φ500×30×1500mm,母材为 27SiMn,成分如表 2 所示。
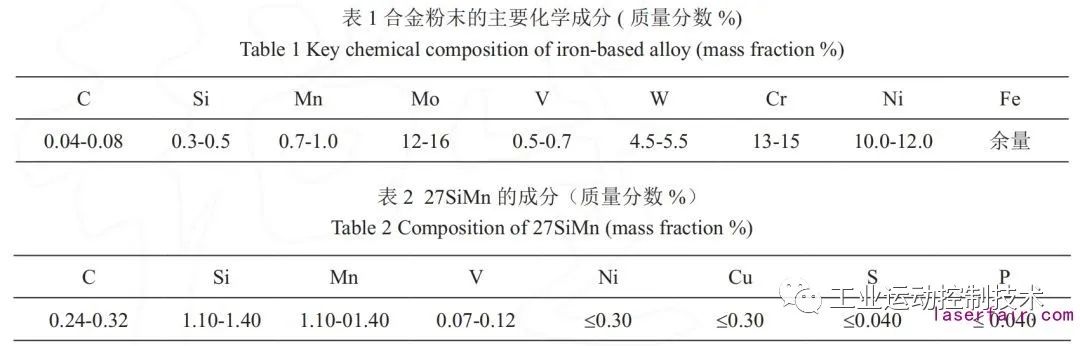
选用光纤激光加工系统,激光功率为4000-4200W,激光光斑为矩形,其尺寸为10mm×2mm,焦距为150mm,激光扫描线速度为500-750mm/min,步距为5mm/s,送粉速度为20-30g/min,所用激光飞溅防护气体为氩气,载流气体量为 8-15L/min,单边熔覆厚度为 1-2mm。
熔覆试样经机械加工后电火花线切割取环形试样进行中性盐雾实验(试验温度35±2℃,盐雾沉降率 1.2ml/80cm²•h,5%NaCl 溶液)。沿垂 直于扫描方向线切取 10 mm×10 mm×10 mm 试 块,经砂纸打磨并抛光后,使用 HVS-1000A 数显显微硬度计进行硬度梯度检测;经4%硝酸酒精溶液腐蚀,使用蔡司AxioLab.A1 金相显微镜观察 熔覆层组织结构。以 50 mm×50 mm 的平面规格 从缸体上切取熔覆区域和未熔覆区域的弧形试样,做表面压平处理,制取圆形端面摩擦磨损试样, 规格为 Φ43×8mm。
2 内孔熔覆装备设计
内孔表面激光熔覆加工头主体结构集成了激光光路系统、水冷系统、送粉系统、气路系统等,由于使用空间限制,激光内孔熔覆加工头的设计相比于普通表面熔覆有其特殊性及难点。针对实际应用需要设计了内孔熔覆头、导光筒、气体保护装置、送粉嘴固定调节装置,并重点设计制造 了短焦距积分镜。
(1) 内孔熔覆头:分别设计了适用于大孔径 和小孔径内孔熔覆用熔覆头,熔覆头适用波长≤1064nm,具备光纤接口QBH接口,可熔覆内孔深度最大至1500mm,送粉形式为单路旁轴送粉。小孔径内孔熔覆头的可承受功率≤3.0kW,可 实现熔覆的内孔内径范围为 100-300mm;大孔径 内孔熔覆头的承受功率 ≤5kW,适用内孔内径> 300mm。
(2) 积分镜:设计了焦距 150mm,光斑尺寸 15×2.5mm 的积分镜。
(3) 导光筒:本设计将导光筒模块化,可适当增加或删减中间筒的节数,能够满足不同长度内孔零部件进行熔覆时的技术需求。
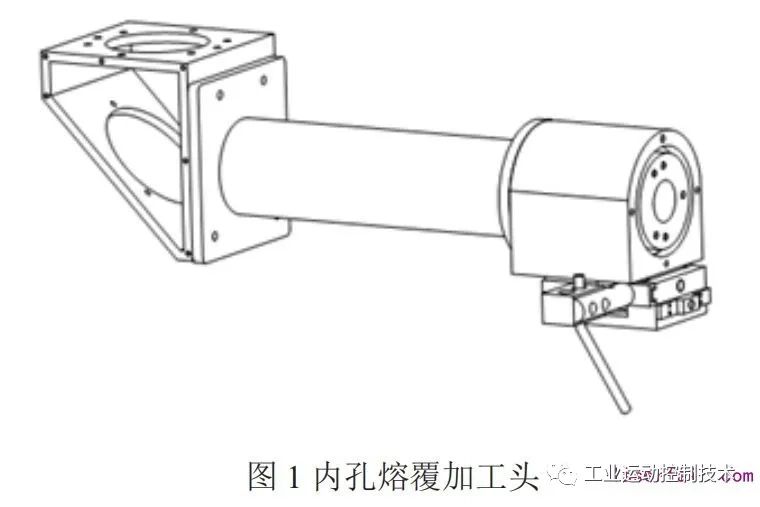
通过对设计的单元模块进集成和调试,如图1所示为完整的内孔熔覆加工头系统,该系统具 备以下几个特点:1)导光筒长度可调。本设计将导光筒模块化,可适当增加或删减中间筒的节数,能够满足不同长度内孔零部件进行熔覆时的技术需求;2)特置送粉嘴滑道装置。在送粉嘴安装处设计了滑道,能够实现送粉嘴的全方位调整,方便、 快捷,便于操作;3)熔覆头部位设置保护气功能。由于内孔熔覆表面所处空间的限制,即使肉眼可见的缺陷也不容易检测,更不容易修补,所以从工艺源头上控制缺陷产生是关键。第一,需在熔覆头部位设计了保护气装置,可以有效保护积分镜,避免熔覆过程中飞起的烟尘与粉末对积分镜污染;4)导光筒经黑色阳极氧化处理;导光 筒采用黑色阳极氧化处理,能够有效防止反光导 致的导光筒过热现象。
(4) 散热装置:由于内孔熔覆的空间狭窄, 热量不容易散发,而热量过量堆积将会导致熔覆层组织变化,甚至引起变形,在待加工管道的外表面设置冷气源,冷气源与激光头同步进给,对激光头熔覆后的管道进行降温,冷气源的压强为6-10bar,输出冷空气温度为 -45℃至 -40℃,进气 量为 0.7-1.2m3/min。
3 工艺验证及结果讨论
3.1 熔覆工艺开发
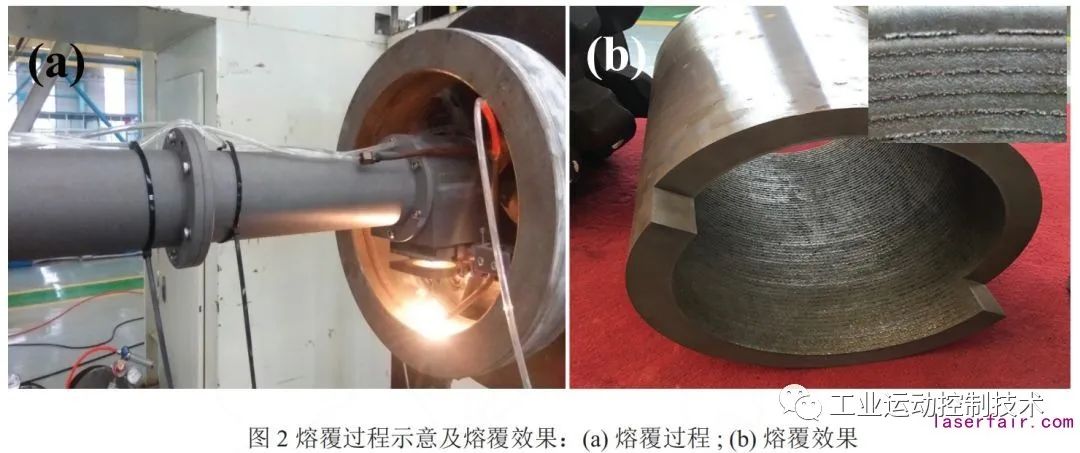
通过大量熔覆工艺试验,调试和完善内孔熔 覆系统及熔覆参数,图 2(a) 为研制的内孔激光熔覆加工头在 27SiMn 不锈钢缸体内壁表面进行熔覆。图 2(b) 为本试验件的熔覆成型效果,可见内壁表面的熔覆层均匀、平整,未见砂眼、裂纹缺陷, 成型良好。另外,散热系统降低了熔覆热量对加工管道的影响,有效降低了管件变形量,有利于降低管件内壁熔覆表面的机械加工去除量,进而显著减少后续机加工工序,降低能耗。
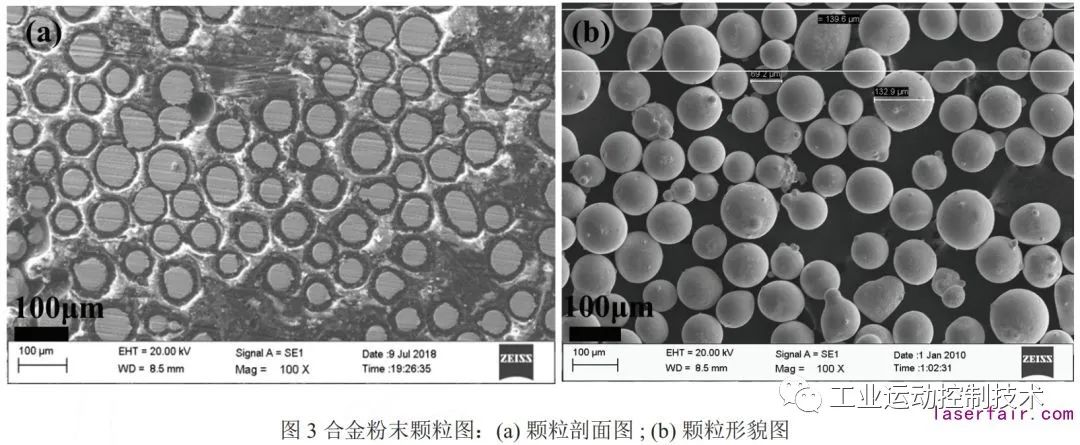
要严格筛选合金粉末。据悉,合金粉末制备的关键在于颗粒度的均匀性,如若颗粒度不均匀,大、小颗粒度之间即存在相互脱碳、应力分布不均等情况,极易导致熔覆开裂等缺陷的形成,且严重 影响送粉、熔凝过程。如图 3 为本实验选用的合 金粉末粒度情况,可见粉末颗粒呈圆形分布,球型颗粒度较为均匀光滑,球形度较高,粒度直径约为 63.6μm ~139.6μm。粒度均匀且球形度高的 合金粉末具备高流动性,可以有效保障熔覆送粉 的流畅均匀,有助于降低熔覆缺陷的产生机率。
第二,需要控制热量积累。激光熔覆是一个骤热骤冷的过程,熔池存留时间短,生成的一些低熔点化合物如硼硅酸盐等来不及上浮至熔覆层表面,留置在熔覆层内即成为潜在缺陷源,故而,需要借助散热系统合理调控狭窄空间内的热量输入和发散,保障正常熔覆所需要的环境条件。
3.2 熔覆层显微结构
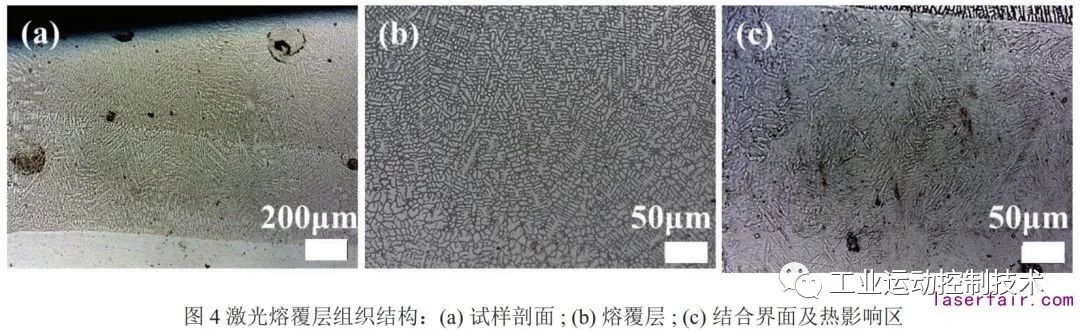
图 4 为熔覆层的组织结构,由图 4(a)、(b) 可见,熔覆层无裂纹、气孔等缺陷,组织呈细小致密的枝晶状。且结合界面清晰平滑,可见白亮窄带,说明熔覆层与基体之间为冶金结合。在大激光功率下,基体和熔覆材料吸收的有效能量密度大,熔池停留时间短,骤热骤冷,故激光熔覆层的组织较为细小、均匀,主要组织均为马氏体和少量残余奥氏体。如图 (c) 所示,结合界面附近的基体组织的细晶区,该区域冷却后形成较为粗大的回火马氏体。
3.3 熔覆层硬度检测
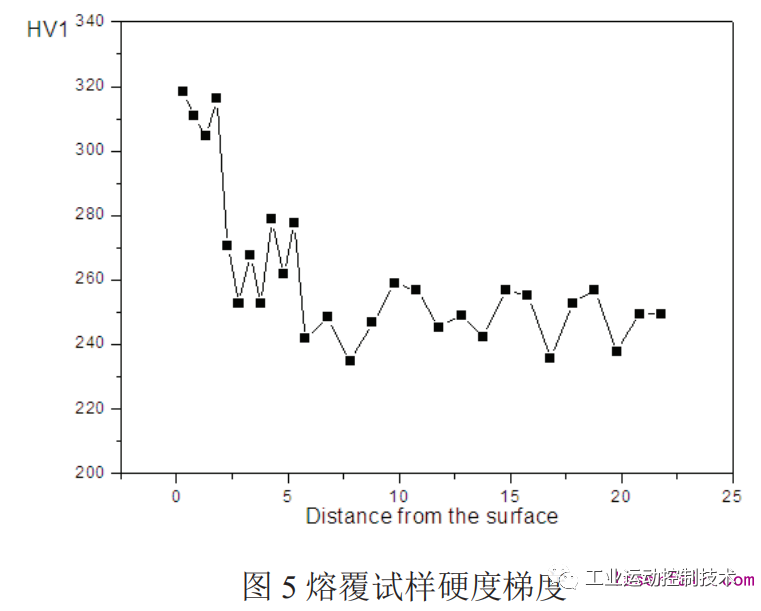
对内孔熔覆试样进行机械加工,保留有效熔覆层厚度为0.5mm,取样进行剖面硬度检测,间隔 0.25mm 折线取检测点,硬度梯度曲线如图 5 所示。由图可以看出:在熔覆层厚度范围内,平均硬度值为300-320HV1,结合界面周围未现明显起伏,基体平均硬度为230-300HV1,熔覆层和基体的硬度均较为稳定,且熔覆层的硬度稍高于基体的硬度。这是因为Cr、Mo、Nb等元素为强碳化物形成元素,在热量输入足够大的情况下有更多的碳化物得以生成;结合界面附近的显微硬 度值略低于熔覆层的硬度,这可能是因为基体对熔覆层具有一定的成分稀释作用而且靠近基体的熔覆层会出现较为粗大的外延生长树枝晶所致,有效地提高缸体内壁的耐磨损性,同时,该硬度值有利于后续对缸体内壁熔覆层进行车削、磨削等机械加工操作。
3.4 熔覆层耐磨性能
分别取基体和熔覆层试样,经清洗、干燥后分别称取重量作为原始重量,使用 MMU-10G微机控制机高温摩擦磨损试验机检测耐磨性。与45钢进行对磨操作,对磨时间控制为1.5h,再次清洗、干燥后使用万分之一电子天平称取重量,作为磨损后重量,计算磨损失重量,重复进行三次,得出的实验数据如表3。在三次对磨过程中,熔覆层试样的磨损失重量均明显低于基体试样的磨损失重量,说明采用本技术方法进行熔覆的缸体内壁,其耐磨性能优于立柱基体的耐磨性能,约为基体的 1.5 倍。

4 结论
大功率光纤内孔熔覆装备及技术工艺可有效地提高缸体内壁的耐磨损性能,延长立柱的使用寿命。开发的内孔熔覆头提高了对缸体内壁进行激光熔覆的可操作性,且合金粉末与缸体内壁形成了有效的冶金结合,熔覆层硬度适中,赋予熔覆层良好的延展性及韧性,便于狭窄缸体内壁熔覆表面的机械加工,符合油缸的工业化使用要求。
-
激光
+关注
关注
21文章
3705浏览量
69807 -
制造
+关注
关注
2文章
561浏览量
24852
发布评论请先 登录
钨管激光熔覆修复技术的核心原理及优势

5 GHz 大功率 WLAN 前端模块 skyworksinc

产品推荐 | MOS管在大功率电源上的应用

激光熔覆工艺及EHLA涂层表面形貌研究

快充时代来临!直流充电桩占比上涨,大功率成新战场
中车白银新能源装备产业园大功率风力发电机组下线
双模具光纤涂覆机在长距离光纤接续再涂覆中的应用
芯森电子电流传感器在大功率电源系统中的应用案例

MCU为什么不能直接驱动大功率MOS管

立洋光电“大功率激光模组封装技术”荣膺国家工信部科技成果登记证书
WiFi 6E 大功率 WLAN 前端模块 skyworksinc
实时监测激光熔覆熔池动态,提升表面致密度与结合强度




评论