 科瑞新能源发力电芯装配“全工序”视觉检测
科瑞新能源发力电芯装配“全工序”视觉检测
当动力与储能市场需求指向TWh量级,为了避免巨大的规模稀释流程和质量控制,电池企业对于产线工艺的检测精度、检测速度、图像传输、缺陷分析等要求愈发严苛。
行业的一致共识是,推进机器视觉与锂电产线的融合,从硬件到软件实现智能化迭代,使电池质量管控再上新台阶,是锂电池生产企业需要解决的质量和效率问题,使生产缺陷率实现从ppm到ppb的快速升级。
据了解,目前国内头部电池企业的单条产线检测/采集点基本超过4700个,最高甚至超过6800个。检测点越多,意味着收集的数据越多,改进和优化产线的依据和方法也越多。
一定程度上,电池企业对于视觉检测技术的掌控成熟度,决定着电池品质能否实现跨越式提升。
另一角度来看,电池企业对于视觉检测的严苛要求,也带给具备机器视觉核心竞争力的智能装备企业巨大的发展机遇。
高工锂电获悉,科瑞新能源以客户需求为导向,紧贴客户产品及工艺,在机器视觉应用上,以工业视觉和深度学习算法为核心,将视觉检测真正融入到电芯装配量产线上。
在电芯装配段,机器视觉主要应用于压力成型、超声波焊接、软连接焊接、包Mylar入壳、顶盖焊接、密封钉焊接等工序。
科瑞新能源依托自主研发视觉的应用软件系统,将视觉工具、视觉处理和视觉识别及测量等功能集成于一体,实现多相机、多传感器并行工作,快速输出数据。
基于在锂电装配段领域的积累以及对于工艺的深刻理解,科瑞新能源沉淀的行业Know How为其结合机器视觉检测方案提供了足够的底气与更大的优势。
目前,科瑞新能源视觉检测已广泛应用到电芯装配制造全工序,在目标客户现场已实现批量交付及使用。
电芯装配“全工序”
视觉检测方案
据悉,科瑞新能源视觉检测已自主研发出热压电芯外观缺陷检测、超声波焊接焊印位置和尺寸检测、转接片激光焊接焊印缺陷3D检测、包Mylar热熔点&膜到顶盖边距离测量、顶盖焊接电池肩高&极柱平行度检测和质量检测、密封钉焊机质量检测、电芯成品外观检测和电芯顶盖外观检测等视觉检测技术及产品。
◆热压机——热压后电芯外观缺陷检测
满足大面积缺陷检测,包括划伤、膜破、压伤、油污等;以及侧面缺陷检测,包括隔离膜脏污、破损、油渍等;焊印尺寸精度≤±0.5mm;专业定制化方案,可同时实现稳定检测和可视化,通过1次拍摄,能生成符合用途的多张图像。2.5D图像还可以提取高度变化的部分,稳定识别,操作简单,效率高;使用深度学习模块中像素分割模块可以看出不良的位置、个数、面积,漏判率为0%,误判率≤0.1%。
◆超声波焊接——焊印位置和尺寸测量
检测电芯焊印面和焊印位置;焊印位置精度≤±0.3mm;焊印尺寸精度≤±0.5mm;在视觉检测精度方面,焊印位置精度≤±0.5mm,焊印尺寸精度≤±0.3mm;漏杀率=0,过杀率≤0.1%,检测时间<0.5s;使用2D软件进行初定位,准确率高,计算速度快,可批量出货。
◆转接片激光焊接机——焊印缺陷3D检测
转接片焊后毛刺、爆点检测、缝凸起、爆点缺陷、凹坑缺陷;相机沿焊接轨迹方向扫描,速度为150mm/s,Z向精度0.05mm,能稳定检出0.2mm²爆点毛刺等缺陷,3D相机X向精度0.0125mm,能满足焊缝长度检测精度要求0.05mm;可稳定识别精确度高,节省大量的人力和物力。
◆包Mylar机——热熔点&膜到顶盖边距离测量
满足大/小面Mylar检测,包括热熔点面积和到顶盖的距离、Mylar膜边缘到顶盖的距离;蓝胶检测,包括侧面蓝胶有无品质缺陷;提供热熔点质量检测。打造专业定制化方案,视觉检测精度≤±0.5mm,漏杀率=0,过杀率≤0.1%,实时监测数据和结果,精确度高。
◆顶盖焊接机——电池肩高&极柱平行度检测
可精准检测顶盖高、铜极高及铝极高,其中顶盖面到电芯底部的高度(±0.15mm)、铜极极柱面到顶盖面高度差(±0.15mm)、铝极极柱面到顶盖面高度差(±0.15mm);3D相机同时扫描两个电池进行极柱和顶盖高度检测,扫描速度达到200mm/s。在视觉检测精度上,参考公差±0.15mm,测量设备可稳定测量极柱高度、顶盖高度、以及极柱平面度、极柱平行度,性价比高,可在一定程度上节省大量的人力和时间成本。
◆顶盖周边焊接机——质量检测
保障焊接质量检测,覆盖爆点、焊坑、孔洞、断焊、漏焊、焊缝质量、翻边检测等;专业化定制解决方案,云端大数据管控,可将爆点、焊坑、孔洞、断焊、漏焊缺陷明显区分开来,漏杀率=0,过杀率≤1%,扫描速度200mm/s,检测时间4.5s,扫描频率快,可批量出货,节省时间和人力成本。
◆密封机焊接机——质量检测
检测密封焊接是否有漏盖、放反、裂口、漏焊、虚焊、爆点、焊坑、孔洞、断焊等;焊接位置偏移、焊缝宽度。采用自研缺陷检测算法,将符合缺陷判定要求(大小面积)的标定区域挑选出来判定,正确识别缺陷;定制化解决方案,确保稳定检测效果,精准度高,可节省大量人力和时间,漏杀率=0,过杀率≤1%,扫描速度50mm/s,速度快,批量出货。
视觉检测技术或成装备企业
“突围”关键
机器视觉的核心作用,一方面在于可以显著提升品质管控,提高生产效率、良率;另一方面通过视觉软件和算法对缺陷测量数据的分析,可进一步为电池企业在工艺改进和品质优化上,提供数据支持和决策依据。
分析认为,未来电池企业的核心竞争力将体现在制造能力上,包括质量控制能力、成本控制能力和智能化水平。而对于机器视觉软硬件技术的掌控,必然是其中关键的一环。
据高工产业研究院(GGII)数据统计,2022年中国锂电机器视觉检测系统市场规模达21亿元,同比增长60%。预计到2026年,中国锂电机器视觉市场规模将达80亿元,2022-2026年年复合增长率达40%。
需要指出的是,尽管机器视觉在锂电池中的应用规模随着智能化程度的提升在快速增长,但目前渗透率仍偏低,未来还有较大的提升空间。
对于锂电智能装备企业而言,掌控机器视觉核心技术可以进一步提升其产品价值量,成为未来突围市场的重要加持。
作为领先的锂电池制造中后段设备供应商,科瑞新能源率先提供完整的电芯装配“全工序”视觉检测方案,以及批量落地项目生产,验证其在工业机器视觉与深度学习算法领域的深厚积淀与成熟交付能力。
随着电池企业对于装备智能化要求程度越来越高,机器视觉的应用渗透率将持续攀升,能够提供“智能装备+机器视觉”整体解决方案的供应商,无论是在在技术竞争力上还是设备整体性能上都具有更大的市场价值。
审核编辑:刘清
-
锂电池
+关注
关注
260文章
8200浏览量
172160 -
动力电池
+关注
关注
113文章
4553浏览量
78021 -
机器视觉
+关注
关注
162文章
4417浏览量
120853
原文标题:科瑞新能源发力电芯装配“全工序”视觉检测
文章出处:【微信号:weixin-gg-lb,微信公众号:高工锂电】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
电芯无损三维检测:蔡司工业 CT 技术助力新能源汽车电池质量提升



蔡司工业CT用在新能源汽车电池电芯检测
解决方案丨EasyGo新能源系统实时仿真应用
解码电芯"大"趋势 兰钧新能源携手中车株洲所重塑新一代储能电芯

电芯压力加载试验机:新能源动力电池包安全的守护者-精诚工科
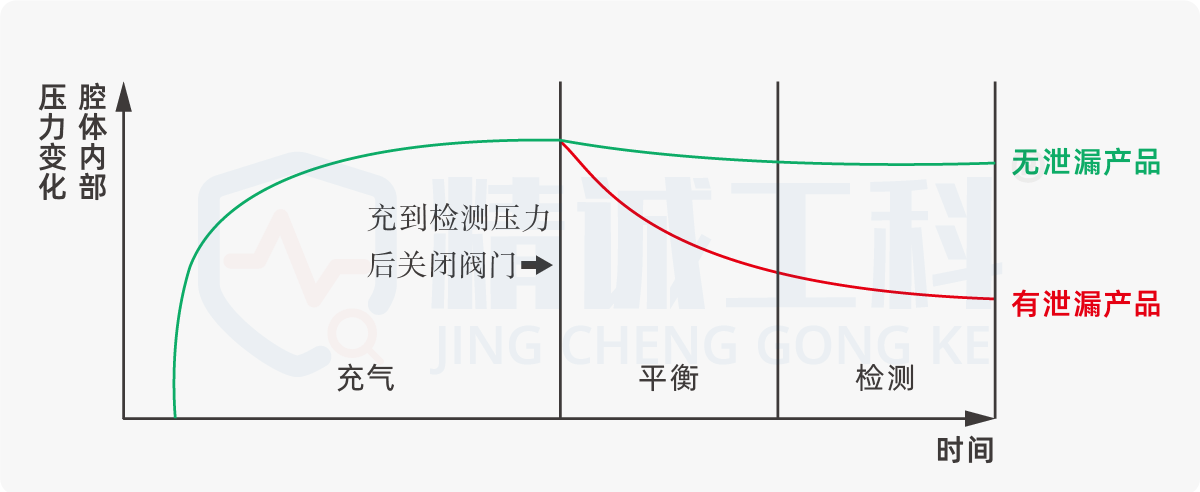
电芯压力加载试验机:新能源动力电池包安全的守护者






 工商网监
工商网监
评论