 回流焊和波峰焊是什么?
回流焊和波峰焊是什么?
回流焊的焊接原理:
当PCB进入升温区(干燥区)时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、连接器引脚,焊膏软化、塌落、覆盖了焊盘、连接器引脚与氧气隔离→PCB进入保温区时,PCB和连接器引脚得到充分的预热,以防PCB突然进入焊接区而损坏PCB和连接器→当PCB进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对PCB的焊盘、连接器引脚润湿、扩散、漫流或回流混合形成焊锡接点→PCB进入冷却区,使焊点凝固。此时完成了回流焊。
回流焊的常规焊接温度:
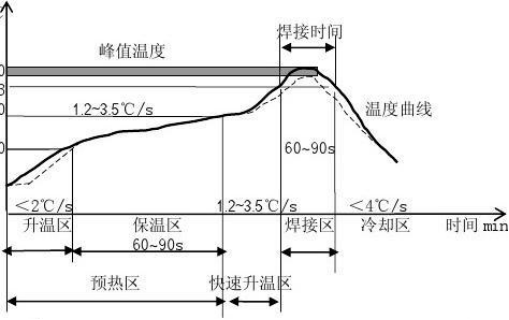
预热区为室温到150℃;恒温区为150℃~200℃;回流区为220℃,最高温度为249℃;冷却区从220℃降到约150℃。
注:不同产品的焊接曲线不同,详情请咨询相关厂家
波峰焊的焊接原理:
波峰焊接是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波,也可通过向焊料池注入氮气来形成,使预先装有连接器的印制板通过焊料波,实现连接器引脚与印制板焊盘间机械与电气连接的软钎焊。
波峰焊的常规焊接温度::
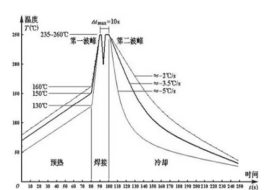
1: 预热区PCB板底温度范围为﹕90-120℃
2: 焊接时锡点温度范围为﹕245±10℃
3. PCB板在出炉口的温度控制在100℃以下。
注:不同产品的焊接曲线不同,详情请咨询相关厂家
翘曲原因:
因为连接器在射出成形后,在冷却过程中,外部收缩,但内仍维持高温,收缩较外部缓慢,待冷却后会造成连接器内外部承受自体一拉一压之应力。这些应力一部份会形成翘曲,一部份会留在连接器内,为残留应力。等到连接器经过回流焊时,残留应力将会释放,最终造成连接器的热翘曲变形。
审核编辑:刘清
-
pcb
+关注
关注
4335文章
23239浏览量
402135 -
PCB板
+关注
关注
27文章
1455浏览量
52330 -
连接器
+关注
关注
98文章
14846浏览量
137877 -
波峰焊
+关注
关注
12文章
312浏览量
18822
原文标题:回流焊和波峰焊是什么?
文章出处:【微信号:beijingrishengwanxin,微信公众号:北京日晟万欣科技发展有限公司】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊

波峰焊原理和工艺流程_回流焊和波峰焊的区别

回流焊与波峰焊的作用是什么?他们有什么区别?
PCBA加工中的回流焊和波峰焊有什么区别
PCBA加工回流焊和波峰焊的区别
在PCBA加工中,回流焊波峰焊的区别在哪里
回流焊波峰焊SMT是一项综合的系统工程技术
连接器回流焊和波峰焊技术简述
回流焊和波峰焊的焊接原理
介绍三种SMT焊接工艺:回流焊、波峰焊、通孔回流焊
烙铁焊,回流焊,波峰焊和激光锡焊四种工艺的比较






 工商网监
工商网监
评论