 回流焊和波峰焊是什么?
回流焊和波峰焊是什么?
干货时间来了,本周跟着小欣了解一下矩形连接器的那些事吧!
回流焊的焊接原理:


当PCB进入升温区(干燥区)时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、连接器引脚,焊膏软化、塌落、覆盖了焊盘、连接器引脚与氧气隔离→PCB进入保温区时,PCB和连接器引脚得到充分的预热,以防PCB突然进入焊接区而损坏PCB和连接器→当PCB进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对PCB的焊盘、连接器引脚润湿、扩散、漫流或回流混合形成焊锡接点→PCB进入冷却区,使焊点凝固。此时完成了回流焊。
回流焊的常规焊接温度:
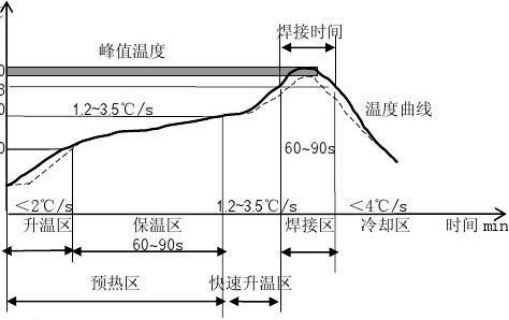
预热区为室温到150℃;恒温区为150℃~200℃;回流区为220℃,最高温度为249℃;冷却区从220℃降到约150℃。
注:不同产品的焊接曲线不同,详情请咨询相关厂家
波峰焊的焊接原理:
波峰焊接是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波,也可通过向焊料池注入氮气来形成,使预先装有连接器的印制板通过焊料波,实现连接器引脚与印制板焊盘间机械与电气连接的软钎焊。
波峰焊的常规焊接温度::
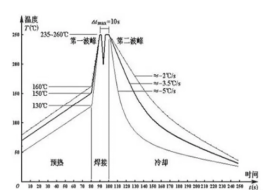
1: 预热区PCB板底温度范围为﹕90-120℃
2: 焊接时锡点温度范围为﹕245±10℃
3. PCB板在出炉口的温度控制在100℃以下。
注:不同产品的焊接曲线不同,详情请咨询相关厂家
翘曲原因:
因为连接器在射出成形后,在冷却过程中,外部收缩,但内仍维持高温,收缩较外部缓慢,待冷却后会造成连接器内外部承受自体一拉一压之应力。这些应力一部份会形成翘曲,一部份会留在连接器内,为残留应力。等到连接器经过回流焊时,残留应力将会释放,最终造成连接器的热翘曲变形。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
连接器
+关注
关注
98文章
14718浏览量
137422 -
回流焊
+关注
关注
14文章
480浏览量
16896
发布评论请先 登录
相关推荐
PCBA加工必备知识:回流焊VS波峰焊,你选对了吗?
一站式PCBA智造厂家今天为大家讲讲PCBA加工回流焊与波峰焊有什么区别?PCBA加工回流焊与波峰焊的区别。在印刷电路板组装(PCBA)过程中,焊接是一个至关重要的步骤,它决定了元器件
回流焊流程详解 回流焊常见故障及解决方法
一、回流焊流程详解 回流焊是一种用于电子元件焊接的自动化工艺,广泛应用于PCB(印刷电路板)的组装过程中。以下是回流焊的详细流程: 准备阶段 设备调试 :在操作前,需要对回流焊设备进行
回流焊时光学检测方法
回流焊时光学检测方法主要依赖于自动光学检测(AOI)技术。以下是对回流焊时光学检测方法的介绍: 一、AOI技术概述 AOI(Automated Optical Inspection)即自动光学检测
回流焊与波峰焊的区别
在电子制造领域,焊接技术是连接电路板上各个元件的关键步骤。回流焊和波峰焊是两种广泛使用的焊接方法,它们各有特点和适用场景。 一、回流焊 回流焊是一种无铅焊接技术,主要用于表面贴装技术(
普通回流焊VS氮气回流焊,你真的了解吗?
普通回流焊与氮气回流焊,一个是亲民的 “实干家”,成本低、操作易、适用广;一个是高端的 “品质控”,抗氧化强、焊接优、质量高。它们在不同的舞台上发光发热,共同铸就了电子制造的辉煌。

烙铁焊,回流焊,波峰焊和激光锡焊四种工艺的比较
在现如今精密电子行业自动化生产电子元器零部件时,一般会用到的焊接工艺有烙铁焊,回流焊,波峰焊和激光锡焊这四种。下面将聊下这四种工艺的比较。 烙铁焊接工艺原理特性 烙铁焊工艺图示 采用电

波峰焊VS选择性波峰焊:技术差异与应用对比
在电子制造业中,焊接技术扮演着至关重要的角色。其中,波峰焊与选择性波峰焊作为两种主要的焊接方式,各自具有独特的特点和适用范围。本文将从工作原理、应用领域、焊接精度、效率与成本等几个方面,详细探讨
解析波峰焊与选择性波峰焊的技术差异与应用场景
在电子制造业的精密构建中,焊接技术占据着核心地位,其中波峰焊与选择性波峰焊作为两大主流焊接手段,各自展现出独特的技术风貌与适应场景。本文旨在从多个维度出发,包括其各自的应用范畴、焊接精度与调控能力
三星贴片电容参数及耐压值识别
三星贴片电容有通交流,阻直流功能,适用于回流焊及波峰焊之表面黏着技术,三星贴片电容又有小尺寸高信赖性;良好的高频特性;符合ROHS规范。可应用于一般电子电路、通讯电路等多种场合。 三星贴片电容

波峰焊与回流焊有哪些区别
波峰焊与回流焊是电子制造业中两种常见的焊接技术,它们在原理、过程、适用对象、工艺特点以及应用场景等方面存在显著的区别。以下是对这两种焊接技术的详细比较和分析。
三星电容在高频电路中的应用效果如何?
三星贴片电容有通交流,阻直流功能,适用于回流焊及波峰焊之表面黏着技术,三星贴片电容又有小尺寸高信赖性;良好的高频特性;符合ROHS规范。可应用于一般电子电路、通讯电路等多种场合。 三星电容在高频电路

手焊、回流焊和波峰焊三种焊接方法,怎样操作才能保证SIM卡座的质量
、回流焊和波峰焊,以及相应的助焊条件,确保焊接过程的质量控制。 手焊是最常用的焊接方式之一。在进行手焊时,推荐使用30瓦以下的烙铁,并将温度控制在350摄氏度以下。为了确保焊接质量,不

什么是波峰焊,如何使PCBA组装自动焊接
波峰焊是一种焊接工艺,通过将熔融的液态焊料形成特定的焊料波,将元器件插入PCB并使其通过焊料波峰,从而实现焊点焊接。这种工艺借助泵的作用,将焊料槽液面上的焊料形成波峰,然后将PCB置放在传送链上
发表于 03-05 17:57





 工商网监
工商网监
评论