 SVG链式无功补偿装置在轧钢机现场的应用
SVG链式无功补偿装置在轧钢机现场的应用
1 引言
江苏某不锈钢科技发展有限公司主要生产不锈钢中板,每天轧制钢锭数量约170 ~ 180块左右,钢锭重量约2~5吨每块。公司主变压器容量为12000kVA,主负荷为两辊式轧钢机,主动力电机为两台直流电机,每台功率为4200kW。轧钢机运行时产生大量无功功率,致使公司进线端功率因数降低,同时快速的瞬时有功、无功功率变化还造成了电网电压的闪变现象。轧钢机的动力电机为直流电机,其前端为电力电子器件组成的不控整流电路,产生大量谐波污染,因此整个现场需要进行全方位的电能质量治理,包括无功补偿、电网电压闪变抑制和谐波治理。本项目原来设计有无功补偿和谐波治理装置,原装置采用MCR+滤波支路+FC补偿的综合方式对现场负荷进行补偿,但是由于MCR响应速度有限,对于轧钢机产生的快速无功需求无法实现快速补偿,因此对于现场电网电压闪变抑制情况不理想,引入SVG装置满足了现场的补偿要求。
2 轧钢机现场用电特点及补偿需求
2.1 轧钢机现场用电特点
本项目现场各支路负荷详细情况如表1所示。
表1各支路负荷情况
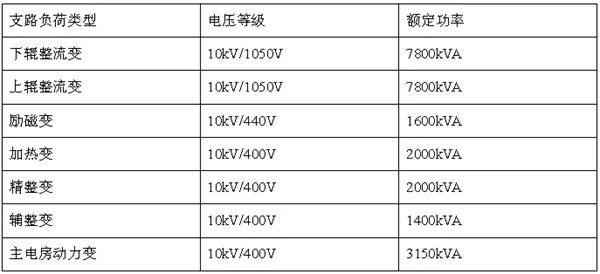
上辊整流变以及下辊整流变支路为轧机主动力电机支路,主要提供轧机上下棍直流电机的供电,供电方式为12脉冲整流供电,上下棍咬钢过程中瞬间功率迅速大幅度提高,同时12脉冲整流电路会产生11、13次谐波成分。辅整变和精整变支路为三相6脉冲整流电路,功率输出过程产生部分5、7次谐波电流。整个生产过程各负荷支路协同运行,对于电网造成明显的功率冲击和谐波污染。
补偿装置未投运轧钢机运行时有功、无功曲线如图1所示,数据统计1分钟,数据采样间隔1次/1秒钟。
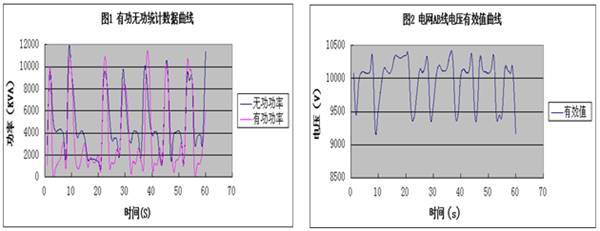
补偿装置未投运轧钢机运行时电网电压有效值曲线如图2所示,数据统计1分钟,数据采样间隔1次/1秒钟。
2.2 本项目现场负荷补偿需求分析
根据图1显示的有功无功数据表明,轧钢机在运行过程中产生了大量的有功冲击和感性无功需求,无功需求量在1秒的时间内冲击至12000kvar,产生大量感性无功的同时造成电网电压剧烈下降,10kV电压最低跌落至9100V左右,并且在短时间内又迅速回升至正常值。电压跌落造成轧钢机出力不均匀,对于钢板的轧制质量产生一定影响;同时电网电压的跌落还减少了主轧钢机的出力,降低了公司生产效率;电网电压跌落闪变严重时造成了部分设备的损坏。结合2.1节分析可知负载产生大量11、13次谐波成分还有部分5、7次谐波成分,因此对于现场的负荷补偿方案为快速无功补偿和谐波补偿同时进行。
3 SVG特点以及优势
SVG是目前国内外较为先进的无功补偿装置,这种基于电压型PWM变流器的补偿装置实现了无功补偿方式质的飞跃。它不再采用大容量的电容、电感器件,而是通过电力电子器件的高频开关实现无功能量的变换。
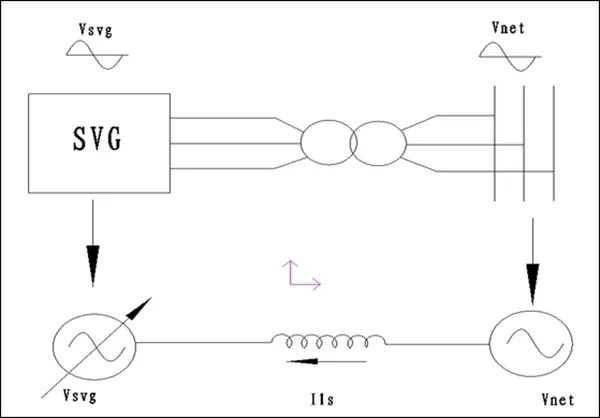
图3 SVG原理示意图
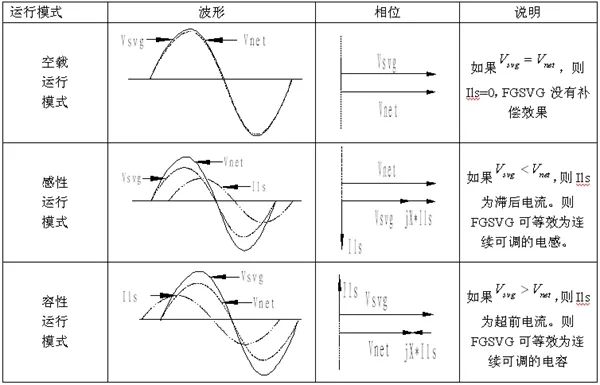
在交流电路中,电压和电流的相位有三种情况,当负载是纯电阻特性时,电压和电流相位相同;当负载是(或含有)电感特性时,电压相位超前电流相位;当负载是(或含有)容性特性时,电压相位滞后电流相位。如图3所示,基本原理就是将自换相桥式电路通过变压器或者电抗器并联在电网上,适当地调节桥式电路交流侧输出电压的幅值和相位,或者直接控制其交流侧电流就可以使该电路吸收或者发出满足要求的无功电流,实现动态无功补偿的目的,如表2所示。
表2 运行模式原理表
从技术上讲,SVG较传统的无功补偿装置有如下优势:
(1)响应速度更快
SVG系列产品响应时间:≤5ms。传统无功补偿装置响应时间:≥40ms。SVG产品可在极短的时间之内完成从额定容性无功到额定感性无功的相互转换,这种无可比拟的响应速度完全可以胜任对冲击性负荷的补偿。
(2)谐波治理
SVG不仅不产生谐波,而且同时具备谐波治理功能,在动态无功补偿的同时,可对谐波进行滤除。而SVC中TCR在补偿无功功率同时产生大量谐波,导致TCR必须与大容量滤波器同时使用。
(3)电压闪变抑制能力更强
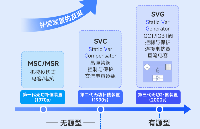
SVC受到响应速度的限制,其抑制电压闪变的能力不会随补偿容量的增加而增加,而SVG由于响应速度极快,增大装置容量可以继续提高抑制电压闪变的能力。
(4)运行范围更宽
SVG能够在额定感性无功到额定容性无功的范围内工作,所以比SVC的运行范围宽很多。更重要的是,在系统电压变低时,SVG还能够输出与额定工况相近的无功电流。
(5)补偿功能多样化
SVG不仅具有快速补偿系统无功的作用,还能够根据用户实际需要,对负荷进行谐波电流补偿、负序电流补偿、综合补偿等。
(6)占地面积小
由于无需高压大容量的电容器和电抗器做储能元件,SVG的占地面积通常只有相同容量SVC的50%。
(7)自身损耗较低
SVG自身功率较低,其运行效率一般可以达到99.8%以上,极大的节省了用户的电费。
4 改造方案以及补偿效果
江苏某某现场配电系统连接图如图4所示。
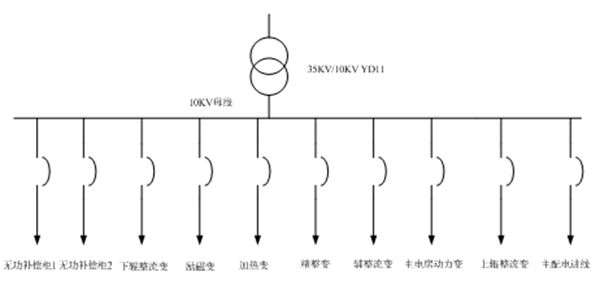
图4 现场配电系统连接示意图
原配电补偿系统为FC+滤波器支路+MCR的组合补偿方案,其中FC容量为4000kvar,滤波器支路及其容量分别为5次2100kvar、7次1700kvar、11次700kvar和13次700kvar,MCR选择为4500kvar补偿容量,该套补偿装置投入之后总功率因数提高到0.85以上,但是存在瞬间的无功功率不足现象。经过测试,现场普通MCR响应时间至少超过200ms,轧钢机不工作时,MCR发送感性额定无功功率刚好补偿掉FC和滤波器支路的容性无功功率,轧钢机动作瞬间几毫秒时间内发送超过4000kvar的感性无功功率,此时MCR无法快速减小自身的4500kvar感性无功功率,造成轧钢机的感性无功和MCR的感性无功叠加导致系统呈现大的感性无功输出,造成电网电压进一步降低。
由于MCR的响应速度无法满足快速补偿的要求,因此电网电压闪变情况并没有得到很好的抑制,电网电压最大闪变电压达到1000V,从厂内照明情况可觉察到明显的灯光闪烁现象,电压闪变会导致轧钢机出力不均匀,影响了厂内生产效率和生产产品的质量。
鉴于以上情况,为了进一步提高厂内功率因数,降低电力公司罚款的可能,同时降低电网闪变的情况,提高轧钢机生产效率,江苏某公司选用响应速度更快,性能更优越的山东新风光电子科技发展有限公司设计生产的FGSVG产品,考虑成本因素以及满足厂内平均功率达到0.9的需求选择型号为10kV/3Mvar产品,配合滤波器支路使用,FC支路视情况偶尔投入。
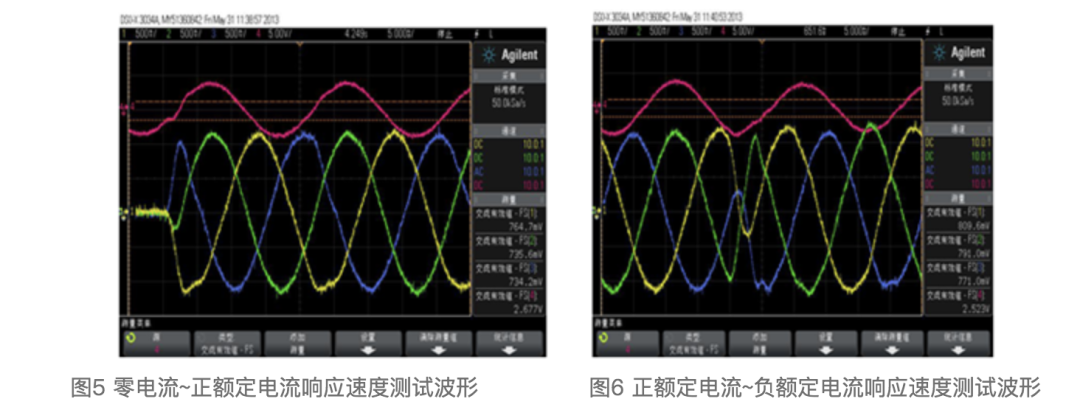
虽然选择SVG容量小于原来的MCR,但是由于FGSVG响应速度快(低于5ms的响应时间)如图5和图6所示,不会出现短时无功过补现象,因此最终补偿效果比较出色。
SVG运行时无功功率迅速切换响应速度检测波形:
SVG运行后无功功率补偿效果较好,轧钢机运行最大功率时偶尔出现3000kvar左右无功功率,此时有功功率大约11000kW以上,总体功率因数计算下来也满足要求。由于滤波器支路与部分FC支路容量超过SVG总额定容量,因此在厂内负载较小时会出现过补现象,但是过补容量时间较少并且功率不超过-700kvar,因此总体上也满足功率因数的要求。
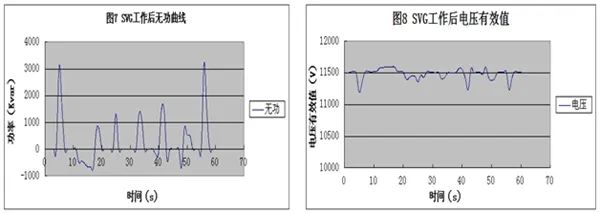
SVG工作后由于响应速度迅速,因此电网电压闪变得到了有效控制,根据图8显示与图2相比电网电压明显稳定,电压波动最大最小值不超过400V,与未补偿时的电压差1000V左右相比已经获得了明显的电压闪变抑制效果。
项目改造过程中考虑成本因素所以选型了配置稍低的3Mvar功率等级SVG产品,如果SVG容量选择5Mvar或者其他大的功率等级产品,电网电压波动抑制效果还会更好,电网功率因数还可以提的更高。
5 结束语
通过使用山东新风光电子科技发展有限公司生产的FGSVG系列高压动态无功补偿装置,轧钢厂现场电网侧母线在一周内功率因数超过0.95,在轧钢机运行时电网电压有效值波动基本低于400V,极大地抑制了电压闪变的现象,减少了公司设备的故障率,提高了轧钢机的运行效率。同时FGSVG产品体积小,运行稳定,操作方便,自身功率损耗低。为使用单位带来了可观的经济效益。
-
变压器
+关注
关注
159文章
7487浏览量
135382 -
PWM
+关注
关注
114文章
5190浏览量
214033 -
无功补偿
+关注
关注
12文章
549浏览量
22870 -
交流电路
+关注
关注
0文章
184浏览量
28848 -
SVG
+关注
关注
0文章
127浏览量
16430
原文标题:应用案例 | SVG链式无功补偿装置在轧钢机现场的应用
文章出处:【微信号:变频器世界,微信公众号:变频器世界】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
链式SVG系统的实时仿真应用及demo分享
【分享】EasyGo 链式SVG系统的实时仿真应用
高压无功补偿发生器(SVG)电源解决方案
SVG无功补偿装置生活中的应用
无功补偿(SVG)与静态无功补偿(SVC)的区别有哪些?
轧钢系统无功补偿哪种方式比较好
svg无功补偿如何吸收发出无功功率
无功补偿SVG操作说明
为啥充电桩无功补偿要用svg






 工商网监
工商网监
评论