 CNC数控编程加工常用计算公式
CNC数控编程加工常用计算公式
一、 三角函数计算
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
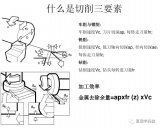
二、切削速度的计算
Vc=(π*D*S)/1000
Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm)
S:转速(rpm)
例题.使用Φ25的铣刀Vc为(m/min)25求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、进给量(F值)的计算
F=S*Z*Fz
F:进给量(mm/min) S:转速(rpm) Z:刃数
Fz:(实际每刃进给)
例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
四、残料高的计算
Scallop=(ae*ae)/8R
Scallop:残料高(mm) ae:XYpitch(mm) R刀具半径(mm)
例题.Φ20R10精修2枚刃,预残料高0.002mm,求Pitch为多
少?mm
Scallop=ae2/8R
0.002=ae2/8*10
ae=0.4mm
五、逃料孔的计算
Φ=√2R2X、Y=D/4
Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm)
例题. 已知一模穴须逃角加工(如图),
所用铣刀为ψ10;请问逃角孔最小
为多少?圆心坐标多少?
Φ=√2R2
Φ=√2*52
Φ=7.1(mm)
X、Y=D/4
X、Y=10/4
X、Y=2.5 mm
圆心坐标为(2.5,-2.5)
六、取料量的计算
Q=(ae*ap*F)/1000
Q:取料量(cm3/min)ae:XYpitch(mm)ap:Zpitch(mm)
例题. 已知一模仁须cavity等高加工,Φ35R5的刀XYpitch是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少?
Q=(ae*ap*F)/1000
Q=35*0.6*1.5*2000/1000
Q=63 cm3/min
-
CNC
+关注
关注
7文章
312浏览量
35159 -
数控编程
+关注
关注
2文章
20浏览量
8230 -
三角函数
+关注
关注
0文章
13浏览量
6728
原文标题:CNC数控编程加工常用计算公式
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
电线电缆常用计算公式
PT100计算公式


电气工程师常用计算公式速查通PDF版电子书免费下载






 工商网监
工商网监
评论