 激光焊接技术在汽车制造业的应用新趋势
激光焊接技术在汽车制造业的应用新趋势
激光束焊接(LBW)是进入工业4.0的理想选择。激光制造商和系统集成公司凭借光电子界的承诺,在技术方面取得了许多进步,推动它们的应用之一是汽车动力,尤其是电子移动。欧盟委员会的项目是促进激光技术进入数字化世界的合适平台。
在整个材料加工行业中,以激光为基础的技术行业在2019年的收入最高,占总收入的三分之一以上。尽管在过去几年里,该行业的总体收入有所下降。在大功率材料加工领域,虽然焊接应用增长较快,但切割仍然贡献最大。电池焊接在汽车工业中的应用越来越多,这是焊接比切割速度加快的原因之一。
在汽车制造业,连接材料的主要挑战之一是不同材料的连接。一百多年来,汽车制造业一直在试图解决这一挑战。目前,在这一领域,人们正在努力将钢铁和铝结合起来,并引进新材料,如塑料和碳纤维增强聚合物。此外,遵守最新的二氧化碳排放和安全法规至关重要。
影响车辆油耗的因素23%是由于车辆的重量。反过来,它主要受底盘重量、车身和机构的影响。这意味着这个市场需要更安全、更轻的汽车,以符合法规同时仍保持成本竞争力。在这方面,激光焊接技术可以提供可行的和有竞争力的解决方案。
Gestamp公司专门从事BiW、汽车冲压和装配。钢和铝的远程激光焊接技术是它们研发中心广泛应用的一项技术。来自Trumpf的系统和来自IPG、Blackbird、Precitec、Coherent和Lessmüll的基于激光的机器是最常用的设备。触觉激光焊接也是连接相同材料的常用方法,Gestamp有几个工业装置在运行,也在内部开发新的技术创新。他们的特长之一是自行开发的“BiW BKT激光软化技术”或“Ges/ soft bend”。该技术利用半导体激光器,通过激光加热,可以制造出部分硬化区域的新材料等级。这些特殊的区域将防止诸如点焊断裂等故障,并提高零件在碰撞中的性能。在碰撞情况下,可以获得新的弯曲解决方案,从完全硬化解决方案开始,创建具有更多延展性等级的部分软化区域,可以提供无与伦比的弯曲性能。将不同硬度的钢与铝结合也是可能的。
他们的许多合作伙伴都专注于开发用于不同材料连接的新技术。目前的主要挑战是铝和压力硬化钢的机械连接,碳纤维和钢等新材料的热连接,以及粘合剂在所有这些过程中的作用。在光纤到光纤连接的情况下,如果使用合适的粘合剂,BKT系统可能是一个可行的解决方案。目前正在研究几种钢纤维连接的潜在解决方案。Gestamp研发中心也使用其他基于激光的技术,如烧蚀和熔覆。
尽管目前主要采用的是触觉激光焊接技术,但Gestamp相信,远程激光焊接技术在未来将成为一项更强大的技术,通过优化材料连接工艺,将使车辆变得更轻。这是因为远程激光焊接可以显著减少盖法兰的宽度,这将导致更轻的零件,同时保持相同的性能。焊接过程将加快:远程激光焊接不需要填充材料。
展望未来,像Gestamp这样的公司对激光公司有一个要求:更多的输出功率。
该激光制造商的汽车用LBW的方法将其产品组合的一部分用于汽车的移动性应用,即电动动力总成、功率控制模块、电池芯、电池组和各种其他大电流设备(图1)。要求焊缝在汽车的整个使用寿命内承受热膨胀和振动。应用中的典型材料是铝和铜。采用1µm激光器,特别是可调环形光纤激光器,输出功率高达10 kW。在一根工艺电缆中有两束1µm激光束,其中一束来自光纤中心的传统高亮度激光束,由环形光束同轴环绕。两个梁在动态上相互独立,可以在整个焊接过程中进行调整,例如在功率方面。
例如,利用环形激光器对材料进行预热,当表面条件充分且1µm光束的吸收率特别高时,可以发射中心光束。独立调制范围从cw到5 kHz。这些激光器具有抗反反射能力,这意味着无需倾斜光学元件即可进行垂直焊接。它们可以减少飞溅和气孔,并且在焊接时可以很好地控制熔深。此外,可以在不过度加热材料的情况下将不同材料(如铝和铜)焊接在一起。这样可以确保接头相对空隙、飞溅和无气孔,从而改善电气和机械特性。Concert已经掌握了异种材料的焊接技术,并愿意在钛、黄铜和镀锌钢焊接以及任何与可移动性相关的应用方面进行合作。
Trumpf还致力于汽车和电子移动应用的LBW,尤其是电力电子、电池、模块和容器、发夹式电子驱动器和传动系部件以及燃料电池。在这一领域,除了传统的铝和钢焊接外,铜焊接也受到了极大的关注。Trumpf使用基于TruDisk系列倍频薄盘激光器的绿色激光器,输出功率高达2千瓦,光束质量非常高。这是他们最好的工具,与远程扫描光学相结合,用于在不同且稳定的焊接深度下快速焊接铜。绿色激光还可以应用于箔焊和混合金属焊接接头,特别是铝和铜,这需要非常稳定的焊接深度。
此外,多点激光焊接是当今的一个重要趋势,Trumpf凭借其获得专利的BrightLineweld技术(一种基于2合1光纤的系统,以1µm的速度提供高达16 kW的输出功率)维持了这一趋势(参见图2中的应用示例)。这种特殊的波导结构可同时提供两种焊点尺寸,具有完全可调的功率分布,可稳定所有材料的焊接过程并减少飞溅。钢焊接可以以每分钟超过20到30米的速度实现,而且效率很高。铜焊接的一个特别优点是能够低速或高速运行,确保焊缝光滑。Trumpf可以与光电子界合作,特别是与监控系统、传感器、数据处理等方面的专家合作,还可以与光学制造商合作,他们能够处理切割和焊接应用中的高功率、亮度和红外亮度(>20 kW),以及绿色波长下的高功率。
Nuburu的蓝色激光器在LBW中发挥着特殊作用,尤其是在电动汽车和电池的铜和铝焊接中。他们还拥有钎焊和热处理方面的专业知识。就汽车应用而言,使用如此短的波长是因为铜具有特别高的吸收率,从而实现高质量、无飞溅和无气孔的焊接,而无需应用光束抖动。这也适用于异种材料焊接,如电池中的钢和铜,具有一致且可控的穿透深度,由于仅使用几百瓦的蓝色激光功率,因此热负荷较低。
激光集成商在电子移动性方面的经验
Comau是FCA集团的成员之一,是先进工业自动化产品和系统的全球供应商。其产品组合包括用于电动、混合动力和传统车辆制造的技术和系统、工业机器人、协作和可穿戴机器人、自主物流、专用加工中心以及能够传输、阐述和分析机器和过程数据的互联数字服务和产品。他们是焊接头等复杂设备中激光系统的集成商,将混合热成像技术应用于在线实时质量监控和大数据处理。他们开发了一种软件,在录制的视频上使用人工神经网络,能够在不需要任何破坏性测试的情况下评估关节的质量。他们还致力于通过定制的软件设计提高过程稳定性。
Precitec是激光材料加工和光学计量的专家。他们的主要产品是用于切割和焊接的加工头,采用完全集成的传感器技术来监控工业应用中的激光过程。Precitec设备可应用于电子移动性的许多应用中,其中激光工具可用于多个过程,如电池接触焊接(铜/铝)的实时过程控制,或检测故障等。通过将OCT技术应用于激光材料加工,展示了公司的创新能力。该公司是OCT从医疗技术向工业生产转移的先驱者和推动者,他们的成功证明了他们的正确性。OCT传感器的使用使客户能够以µm分辨率实时测量熔深和/或地形,而不受焊接排放的影响。成熟的turn-key系统,如钥匙孔导向器或Weld Master,是奥迪工业应用中运行的工具,用于焊接铝6xxx系列,无需额外填充焊丝。该应用的核心是连续测量焊缝几何形状,并在此基础上调整振荡频率和宽度以及激光功率。其中一个应用是使用Weld Master关闭电池单元模块,该模块安装在奥迪e-tron下方,在那里,电子束振荡和功率控制确保焊缝无裂纹和气孔。由于通过在线控制将质量检查整合到生产过程中,没有填充焊丝会导致热量减少47%,并显著降低运行成本和生产时间。
新技术和欧洲资助项目的作用
许多因素对实现有效和精确的焊接起着作用。其中之一是激光束如何到达待治疗区域。Civan公司已将这方面的创新技术推向市场。它们提供1µm和532 nm的单模激光器,输出功率分别为10至30千瓦和500瓦。两种波长的高功率都是通过相干光束组合实现的,在相干光束组合中,许多光束可以被放大,然后组合成一个单模输出,并控制光束形状、位置和焦距。他们使用光学相位阵列技术来实现这一点,通过多个激光器产生远场衍射图案,通过不同的相位调制器控制相对相位,可以任意定义输出最大值的形状和位置。该系统由特定软件驱动,能够非常动态地实现从kHz到MHz的振荡频率,并实时改变光束形状、焦距或速度,实时调整钻孔、焊接和切割不同材料(见图3中的示例)。未来,他们计划增加一个动态监测系统,该系统与动态参数变化一起,将允许实时闭环监测。
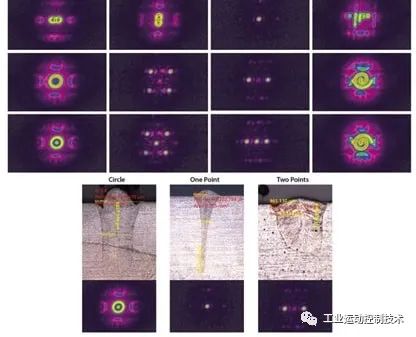
图3利用Civan的动态梁和三个相应的关节轮廓的可能光束整形示例。(来源:Civan)
这项技术是工业4.0的一个明显先兆,欧盟委员会在支持此类开发方面表现出了极大的兴趣。因此,欧洲层面的许多集体倡议也在“先进制造”的保护伞下推动LBW。其中一个被称为PULSATE,这是最近根据GA 951998在Horizon 2020年批准的欧洲项目,将于2020年秋季启动。该项目的目的是将欧洲的许多数字创新中心与基于激光的制造技术(包括LBW)方面的专业知识联系起来,并惠及所有希望适应数字制造和工业4.0环境的中小企业,他们将激光视为关键的使能技术,但由于缺乏测试能力而无法实施。
-
激光
+关注
关注
19文章
3195浏览量
64458 -
焊接
+关注
关注
38文章
3125浏览量
59729 -
汽车
+关注
关注
13文章
3504浏览量
37286
发布评论请先 登录
相关推荐
多频恒流焊接电源技术在现代制造业中的应用与发展探析
恒流焊接电源技术在现代制造业中的关键应用与发展探析
中频三相焊接电源技术在现代制造业中的应用与发展探析
大研智造 汽车制造领域:激光焊接技术的应用与优势
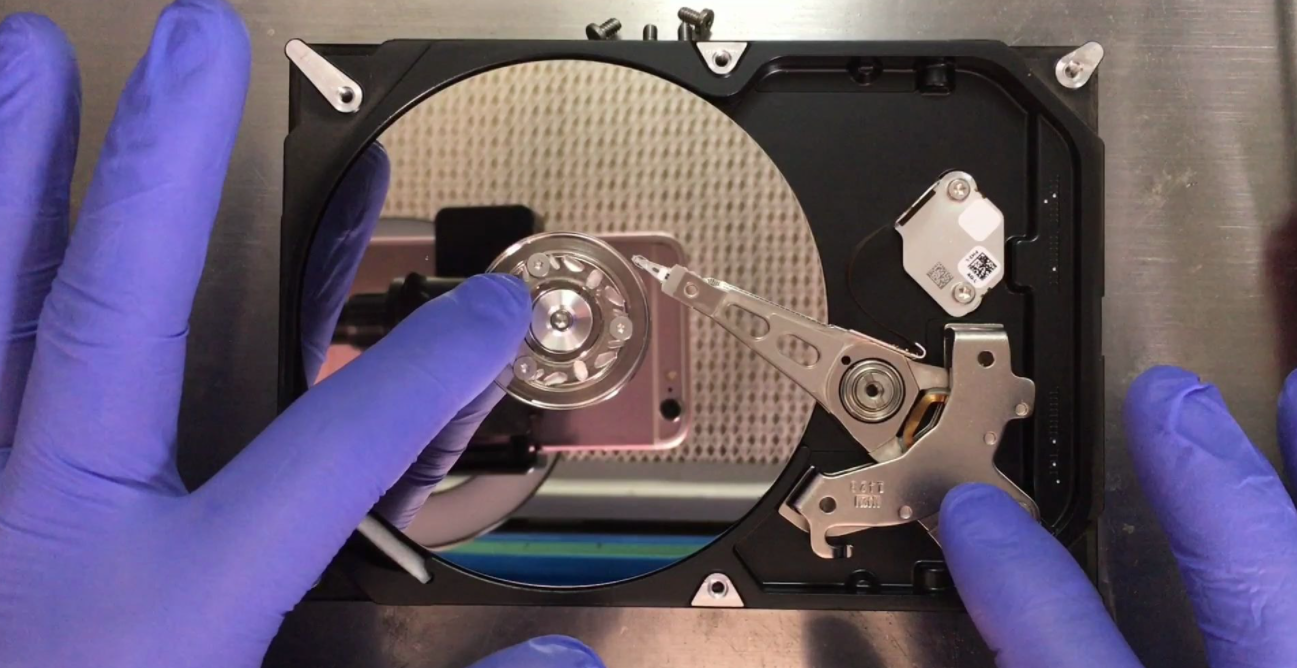
精密焊接新趋势:激光焊锡技术在硬盘制造中的应用
镭拓视觉激光焊接机:引领制造业的高精度革命

数据中台在制造业中的应用及其转型价值
深圳恒兴隆|制造业的新星:高光超精电主轴的崛起...

为什么光纤连续激光焊接机在汽车制造业中备受瞩目?真相在这里







 工商网监
工商网监
评论