 发泡工艺对高频信号传输的影响
发泡工艺对高频信号传输的影响
通信网络之完整性,除了机房内之软硬件及其周边附属设备外,通信电缆扮演着送信与受信二端间连络主要传输媒介,通信电缆不仅质量需符合未来整体服务数字网络(ISDN)之要求外,所占用之空间也不容忽视,二者更是息息相关。近十年来欲使通信网络传输更快速,除了设备增强外,通信电缆也做了重大变革,纷纷采用发泡聚乙烯为绝缘材料,促使电缆特性更能符合较佳通信效果,其中电气特性如静电容量、电容不平衡、远(近)端串音及衰减等与材料发泡方式更是立竿见影,采用发泡技术不仅可以使产品重量更轻、尺寸更小,还可以降低材料的等效介电常数,从而优化电缆的传输性能。

发泡技术的原理介绍
发泡分为两种方式:物理发泡和传统的化学发泡
物理发泡原理 (氮气发泡)
物理发泡是在塑胶挤出过程中直接注入气体或液体实现发泡绝缘,氮气发泡是电缆行业广泛采用的物理发泡形式,氮气发泡是指在一定作用下,压缩空气启动注入泵,使氮气高压泵升压,并通过稳流阀进行压力控制,然后经注气针将持续、稳定压力的雾状氮气注入挤出机螺杆中,经螺杆充分搅拌后均匀分散,同时与混合成核剂的聚乙烯在被挤出眼模时迅速膨胀,形成质轻多孔的发泡聚乙烯芯线,物理发 泡过程中,为了易于气泡生成,还在聚乙烯材料中添加一定比例的成核剂,常用成核剂的主要成份为偶氮二甲酰胺.
传统化学发泡原理
传统化学发泡是在聚乙烯绝缘材料制作过程中,加入适 当比例的热效应发泡剂,在芯线挤出时,利用温度促使发泡剂产生化学分解反应,从而使聚乙烯绝缘材料内部形成气泡.
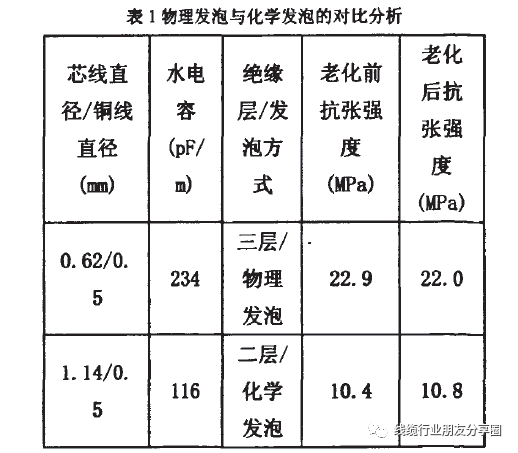
物理发泡与化学发泡的对比分析
发泡度
物理发泡可利用氮气流量的大小控制自如,发泡度可达70%。更能符合各种不同通讯电缆的规格。而化学发泡产品的发泡度最多只能达到40%。1.3.2绝缘体抗张强度物理发泡形成气泡均匀与高密度聚乙烯密切结合,不仅老化前抗张强度高,而且于高温石油膏老化试验后,较原来特性变化极小。如表l所示物理发泡绝缘抗张强度优于化学发泡约176%.
高发泡对电器性能的影响
化学发泡于高发泡时,发泡层与导体间易产生气隙,如此纵向水分易沿其气隙前进,众所周知,水是讯号电缆最主要危害之一,而物理发泡凭借绝缘体内层与铜线紧密粘着,水分无法进入,力保电缆电气特性,化学发泡材料易吸收空中水分,制造前如未干燥,将造成发泡不均匀导致电气特性受影响,而干燥不适当材料将造成预发泡;物理发泡除成核剂仅以简单干燥外,其余材料并不受空气水分影响,具备更好的加工性。同时,化学发泡的发泡剂含有杂质,热分解时仍有残留;物理发泡则以高纯度氮气发泡,几乎无任何残留物。
为减小介质常数,其所用基材应为低介质常数的材料,目前线缆最常用者为PE。在特殊的场合,也有利用PP、PS及TEFLON为基材的.
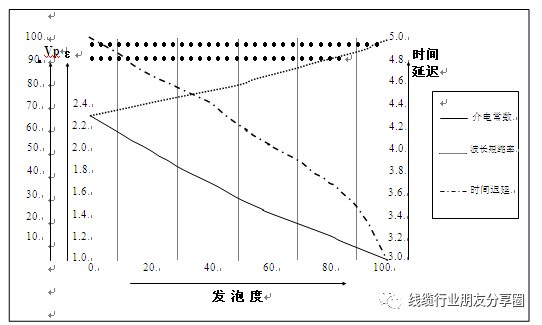
PE发泡度与介电常数,波长短缩率,时间延迟关系图:
一个电容板中充入介电常数为ε物质后电容变大ε倍。电介质有使空间比起实际尺寸变得更大或更小的属性。
例如,当一个电介质材料放在两个电荷之间,它会减少作用在它们之间的力,就像它们被移远了一样。电容计算公式:
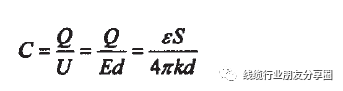
式中的Q为电荷量;U为电势差:E为两板间的场强;d
为两板间的距离;ε两板间介质的介电常数:S为相对面积;
k为静电力常数
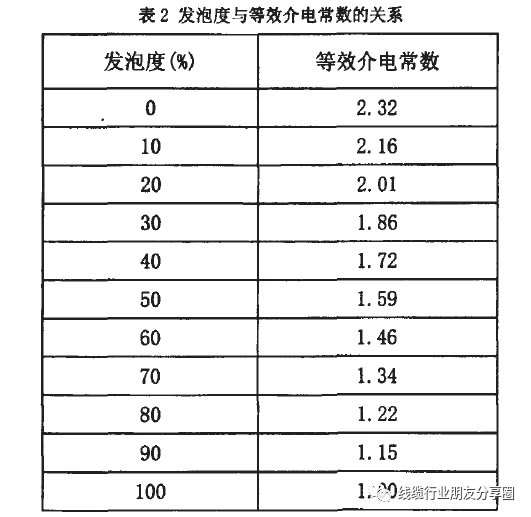
发泡度与等效介电常数的关系
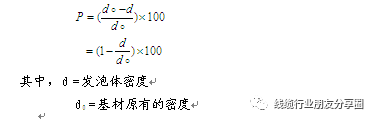
发泡度是指发泡的材料中含有多少百分比的气体,如下公式
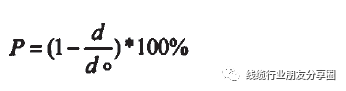
式中d材料发泡后的密度:d为材料原有密度,
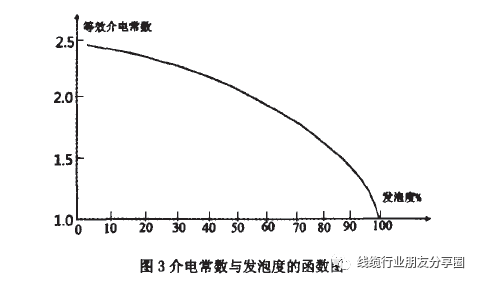
发泡聚乙烯发泡度与等效介电常数的关系,.
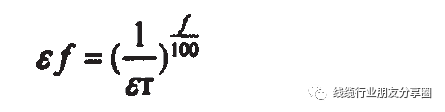
f表示发泡度,计算得发泡聚乙烯发泡度与等效介电常数的关系,如表所示
材料的发泡度越高等效介电常数越低,当材料的发泡度接近100%时,等效介电常数接近真空绝对介电常数;反之,发泡度为O时,等效介电常数等于材料本身的相对介电常数.
举例:特征阻抗100 Ohms产品的设计理论
特征阻抗是传输线分布电容与电感的等效,它的物理意义为入射波电压与电流的比值或反射波电压与电流的比值。
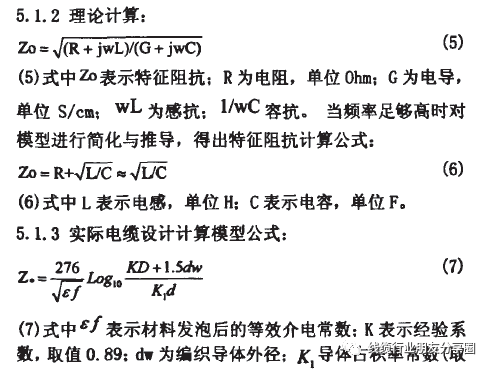
d为导体外径。具体举例为24AWG SPC 0.511导体的发泡聚乙烯绝缘芯线与实体绝缘芯线(发泡度为0)的计算,如表3所示。
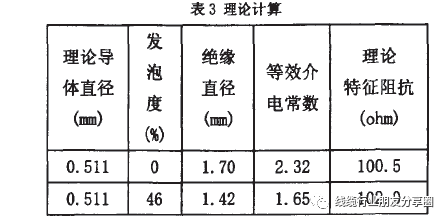
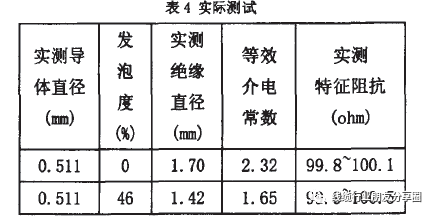
按照以上理论设计产品对应实际测试值如表4所示。所以,由表2和表3可知,利用发泡技术,24AWG 0.51MM导体产品的绝缘直径只要做到1.42MM,就可以满足特征阻抗100+5 Ohms的要求。而实体绝缘的直径为1.70mm.不发泡外径变大很多.
在静电容量要求一定的场合,降低绝缘材料的实效介质常数,则芯线径便可减小.此时,一定尺寸的线缆管中,就可多设线路,在多心线缆场合有很大的优点,材料发泡,则强度下降,故薄绝缘场合发泡度只限于20-30%,厚绝缘时则约达50%左右,属于较低发泡的类别.
发泡度的测定方法
线缆发泡层的发泡度,可利用普通的密度测定法计测,所谓发泡度乃指发泡体中含多少百分比的气体,可应用下式表示之
密度测定法
先称发泡体重量为W1,再将发泡体与砝码连接,用极细钢丝或铜丝吊挂与水或酒精中,称重为W2,最后称出砝码在液体中的重量为W3,则密度d可用下式求出

押出发泡法:
发泡剂的类别
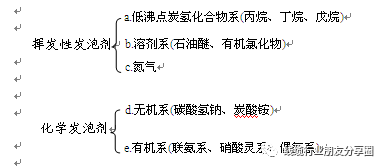
目前市售发泡PE之发泡剂
1、高密度用尿素类
2、低密度用碳酸类
大部分发泡剂的分解生成物都具有吸湿性,生成的气体亦常含水分,故在要求低损失的场合,押出线必须施行干燥手续.
押出发泡的制造工程
出发泡的制造工程如下所列
从押出机加料斗供入发泡材料
材料在螺缸受热,由螺杆的运转而使其发生可塑化,且在混练中往前输送
经过眼模形成一定外径,押出同时发泡。
押出线在冷水槽冷却固化
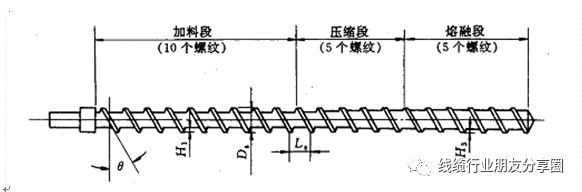
发泡押出用押出机
押出机的L/D约20-28,并有较长的供料段,压缩比约2.0-2.5,押出机在设计上应注意下列各点:
(1) 设计小压缩比的螺杆﹔
(2) 设置反压调节器,以控制适当的反压﹔
(3) 机头与眼模部阻力尽量减小﹔
(4) 螺旋廊宽减小﹔
加料段:颗粒状塑料从料斗进入机筒螺杆.由于落感的旋转,产生足够大的推力和反向摩擦力,形成稳定的压力,使胶料混合,初步加热,软化塑料向压缩段推进.
压缩段:由于此段温度较高,预热好的塑料开始塑化压实,最后由固态塑料转变为熔融态塑料.因为螺杆的旋转,继续对塑料进行混合搅拌,实现初步塑化且初步压实.
熔融段(均压段):在螺杆旋转推力的作用下,经初步塑化,初步压实的塑料被推入均压段,此段螺槽溶剂最小,从而产生更大的压力,温度又最高,塑料在高温高压下,塑化更均匀,在落感的推力下,等压定量的被推如机头,从模口挤出成型.
押出条件
发泡线押出的时候,其押出条件受押出机尺寸,螺杆构造、螺杆回转数及发泡剂浓度等要因素影响,很难得到通用的原则,重点在如何使材料迅速熔融,并使分解气溶于材料中,直到出眼模口后才开始发泡。
押出条件:例如压力、温度、及押出时间等发生变化,则押出成品特性亦发生很大变化
押出温度:系指熔融材料的实际温度,当温度不同的时候,押出线的发泡特性亦起变异,温度在某一特定范围的时候,发泡特性最良好,高或低于此项范围,都无法得到质量良好的押出线。
押出时间:押出时材料在螺缸的停留时间,称为押出时间,对发泡特性亦有相当大的影响,材料在螺缸停留时间亦应保持在某一特定范围内,才能押出特性良好的发泡线来.
综上所叙,可知发泡押出作业实为一项需要相当高技朮水准的作业,押出条件设定稍有不慎,就很难制造出质量良好的发泡电线,作业人员应从不断体会中获得良好的经验,精益求精,才能达到提高水准、高质量的境界
发泡情形如下图
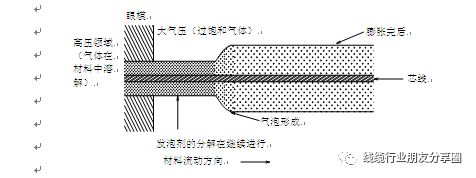
押出条件的影响
(1) 押出温度的影响
采用添加发泡剂进行押出发泡的时候,押出温度条件对发泡特性的良莠占有决定性地位,押出温度如能与发泡剂分解温度充分配合,必可制造出特性良好的成品。
低温押出气泡数很少,温度上升则气泡分布逐渐均匀,发泡度渐行提高,在到达某温度的时候,发泡度最高,并得到极细微的气泡构造﹔温度再上升则气泡粗大化,并有气泡破裂现象,形成不均匀的气泡构造.
此项最适当温度条件,端视材料别而异,除利用实验来决定外,实别无良途可循。
(2) 螺杆回转数的影响
螺杆回转数对发泡状态也有相当影响性。回转数增加的时候,发泡度也逐渐增加,气泡构造更形微细,直至达到某限度为止。超过此限度后,效果反而下降,故如何决定适当的螺杆回转数,极为重要.
发泡押出用押出机:
押出机的L/D约20-28,并有较长的供料段,压缩比约2.0-2.5,押出机在设计上应注意下列各点:
A.设计小压缩比的螺杆﹔
B.设置反压调节器,以控制适当的反压﹔
C.机头与眼模部阻力尽量减小﹔
D.螺旋廊宽减小.
目前在发泡押出部分,业界比较有性价比保证的厂商主要是,创展机械,正威机械,新杰机械等.
外眼形状的影响
押出发泡用眼模,在设计时必须考虑外眼出口后的膨胀性,若以A表示材料发泡前后的断面积比,则如下图所示
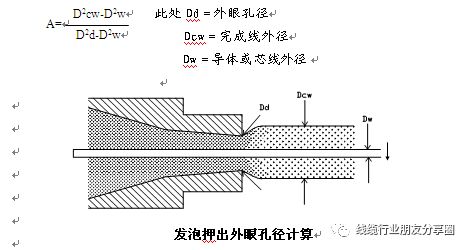
一般薄层押出的时候,膨胀比约等于2,厚层押出则膨胀比约等于4,押出发泡外眼孔径,可利用前式变形,求出如下:

当发泡后的完成外径及导体外径决定时,外眼孔径便可利用公式很简便的求出来。
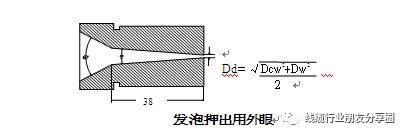
外眼入口角也为设计的重要项目。在发泡押出场合,眼模内角通常皆略大于实体押出眼模的角度
低发泡薄层押出的场合,入口角约60-90º,出口角9-15º,设极廊长或不设长,这样设计眼模便能得到良好的押出表面,押出发泡用眼模代表例.
厚发泡层的冷却
发泡层的特性,受冷却条件的影响很大,气泡系在外眼出口后才开始膨胀,为使其完全发泡,应设相当距离的空冷段,厚层押出后急冷,则发泡度降低,押出表面常起波浪,成为芯线变形原因之一.
发泡体本为隔热材料,芯线表面与内部温度相差很大,便会发生变形,故厚层押出一定要实行分段冷却的技巧才行.
押出线尚未充分冷却便开始卷取,结果很容易发生变形与溃裂现象,故冷却水槽末段一定要维持充分的低温,芯线倘有浮出水面现象,亦发生部分的变形,应设法使线完全浸入水中冷却。
制程如何使发泡PE变异降到最低
在要求高性能场合,一定要设法使制造条件固定,此时必须注意下列各点,才能使变异减为最低
1、选用质量均匀的材料
2、材料供入定量化
3、保持一定的押出温度
4、保持螺杆回转数不变
5、维持一定的温度的导体温度
6、维持一定的线速
综上所述,发泡技术在电缆行业有着广阔的前景,利用发泡技术,不仅可以获得高品质高频传输线,更能为企业带来降低成品的经济效益。但发泡技术实为一项需要高技术水准的作业,对挤出设备、挤出温度、挤出时间及模具选用, 都有很高的要求,作业人员应从不断体会中获得良好的经验,精益求精,才能获得高水准、高质量的产品.
审核编辑:汤梓红
-
电缆
+关注
关注
18文章
2751浏览量
55096 -
数字网络
+关注
关注
0文章
19浏览量
9402 -
通信网络
+关注
关注
21文章
2047浏览量
52210 -
高频信号
+关注
关注
1文章
141浏览量
21752
原文标题:发泡工艺对高频信号传输的影响
文章出处:【微信号:线缆行业朋友分享圈,微信公众号:线缆行业朋友分享圈】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论