 STL步进顺序程序的示例
STL步进顺序程序的示例
编写步进顺序程序
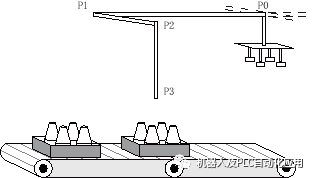
下图显示了一个站,用于将玻璃容器从托盘上移走。传送带再将托盘传送到站。
当载有玻璃容器的托盘到达站时,传送带将停止运动,一个夹持器将从其基准位置 (P0) 移动到托盘上方的位置 (P2)。
当夹持器移动到托盘上方时,夹钳会打开,同时下降夹持器。
传感器将检测夹持器的实际位置和夹钳的状态。
在本示例中,夹持器的运动顺序由一个步进顺序程序进行控制。
当然,也可以编写更多的步骤,拿走这些瓶子,并在另一条传送带上传送。
实施
下表列出了 PLC 变量表中所用操作数的声明:
| 名称 | 数据类型 | 备注 |
|---|---|---|
| NUMBER | INT | 步进编号 |
| Tag_Error | BOOL | 当步进编号大于 3 或其中一个步骤未执行时,将置位该操作数。 |
下表列出了代码块的块接口中所用操作数的声明:
| 名称 | 声明 | 数据类型 | 备注 |
|---|---|---|---|
| POS_0 | Input | BOOL | 夹持器位于基准位置 (P0) |
| POS_1 | Input | BOOL | 夹持器位于位置 1 (P1) |
| POS_2 | Input | BOOL | 夹持器位于位置 2 (P2) |
| GRIPPER_OPEN | Input | BOOL | 夹钳打开 |
| OUT_POS_1 | Output | BOOL | 夹持器移动到位置 1 |
| OUT_POS_2 | Output | BOOL | 夹持器移动到位置 2 |
| OUT_GRIPPER | Output | BOOL | 打开夹钳 |
| OUT_POS_3 | Output | BOOL | 夹持器移动到位置 3 |
以下 STL 程序说明了如何实现此示例:
| STL | 说明 |
|---|---|
| L "NUMBER" | //将步进编号加载到累加器 1 中。 |
| JL END | //跳转列表开始 |
| JU POSITION_0 | //累加器 1 的值为“0”时,将跳转到跳转标签“POSITION_0”处。 |
| JU POSITION_1 | //累加器 1 的值为“1”时,将跳转到跳转标签“POSITION_1”处。 |
| JU POSITION_2 | //累加器 1 的值为“2”时,将跳转到跳转标签“POSITION_2”处。 |
| JU POSITION_3 | //累加器 1 的值为“3”时,将跳转到跳转标签“POSITION_3”处。 |
| END: JU ERROR |
//跳转列表结束 //步进编号大于 3 时,将跳转到跳转标签“ERROR”处。 |
| POSITION_0: A #POS_0 |
//跳转标签“POSITION_0” //扫描检查夹持器是否位于基准位置 (P0)。 |
| = #OUT_POS_1 | //如果是,则置位输出“OUT_POS_1”并将夹持器移动至位置 1 (P1)。 |
| JCN ERROR | //RLO 为“0”时,将跳转到跳转标签“ERROR”处。 |
| JC NEXT | //RLO 为“1”时,将跳转到跳转标签“NEXT”处。 |
| POSITION_1: A #POS_1 |
//跳转标签“POSITION_1” //扫描检查夹持器是否位于位置 1 (P1)。 |
| = #OUT_POS_2 | //如果是,则置位输出“OUT_POS_2”并将夹持器移动至位置 2 (P2)。 |
| JCN ERROR | //RLO 为“0”时,将跳转到跳转标签“ERROR”处。 |
| JC NEXT | //RLO 为“1”时,将跳转到跳转标签“NEXT”处。 |
| POSITION_2: A #POS_2 |
//跳转标签“POSITION_2” //扫描检查夹持器是否位于位置 2 (P2)。 |
| = #OUT_GRIPPER | //如果是,则复位输出“OUT_GRIPPER”并打开夹钳。 |
| JCN ERROR | //RLO 为“0”时,将跳转到跳转标签“ERROR”处。 |
| JC NEXT | //RLO 为“1”时,将跳转到跳转标签“NEXT”处。 |
| POSITION_3: A #POS_2 |
//跳转标签“POSITION_3” //扫描检查夹持器是否位于位置 2 (P2)。 |
| A #GRIPPER_OPEN | //扫描检查夹钳是否打开 |
| = #OUT_POS_3 | //如果是,则置位输出“OUT_POS_3”并将夹持器移动至位置 3 (P3) |
| JCN ERROR | //RLO 为“0”时,将跳转到跳转标签“ERROR”处。 |
| JC NEXT | //RLO 为“1”时,将跳转到跳转标签“NEXT”处。 |
| NEXT: INC 1 |
//跳转标签“NEXT” //将累加器 1 中的步进编号加 1。 |
| T "NUMBER" | //将步进编号传送到操作数“NUMBER”中。 |
| L 3 |
//将当前的步进编号移送到累加器 2 中。 //将值 3 加载到累加器 1 中。 |
| >I | //扫描检查当前的步进编号是否大于 3。 |
| JC RESET_NUMBER | //如果扫描结果为“1”,则跳转至跳转标签“RESET_NUMBER”处并继续进行程序处理 |
| BEU | //块结束 |
| RESET_NUMBER: L 0 |
//跳转标签“RESET_NUMBER” //将值“0”加载到累加器 1 中。 |
| T "NUMBER" | //将值“0”分配给操作数“NUMBER”(步进编号)。 |
| BEU | //块结束 |
| ERROR: NOT | //跳转标签“ERROR” |
| = "Tag_Error" | //将 RLO 取反后分配给操作数“Tag_Error”。 |
| BEU | //块结束 |
审核编辑:刘清
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
传感器
+关注
关注
2550文章
50997浏览量
752954 -
plc
+关注
关注
5010文章
13263浏览量
462915 -
STL
+关注
关注
0文章
86浏览量
18319 -
步进控制
+关注
关注
0文章
11浏览量
7474 -
累加器
+关注
关注
0文章
50浏览量
9446
原文标题:西门子博途:STL 步进顺序程序的示例
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
三菱脉冲指令被停止后异常,无法正常启动,注意STL和DPLSR脉冲指令的冲突 相关资料分享
硬件:三菱FX1s-20MT-001软件:GX Developer8.52E程序:开平功能:按下“自动”进入STL自动循环,按下“停止”按钮置所有S状态为0,脉冲发送也会被终止,送料也会被停止
发表于 07-05 06:29
步进电机的五根线有什么顺序吗?
80c52和ULN2003控制步进电机转动这里只做最简单的叙述。步进电机的五根线的顺序应该为:红色和蓝色位于两端。只需要这两个标识就足够。将红色接**+5V**。然后查板子的线路图,我查我的板子得到
发表于 07-08 07:12
X-CUBE-STL与ARM的STL的区别是什么?
大家好,我正在做一些关于 STL 的研究。STM 的 X-CUBE-STL 产品与 ARM STL 库有何不同?你为什么要用一个而不是另一个?
发表于 12-02 07:18
PLC控制系统设计教程: 加热炉送料系统——仿STL指令的编程方式梯形图举例
对于没有STL指令的PLC,也可以仿照STL指令的设计思路来设计顺序控制梯形图,这就是下面要介绍的仿STL指令的编程方式。
发表于 07-28 16:03
•2725次阅读


如何显示STL程序的程序状态呢?
在表中循环更新并显示程序的状态。执行 STL 程序后立即显示这些表格。并读取程序每一行的执行状态。显示内容取决于所用的 CPU(S7-300、S7-400 或 S7-1500)。

如何在STL中的EN/ENO机制仿真示例呢?
从 STL 程序块调用的程序块不提供 EN 和 ENO 参数。无论创建程序块时采用何种编程语言,都可通过状态字的 BR 位将错误语句传送到 STL
C++中STL容器中的常见容器及基本操作
一、什么是容器? 所谓容器,就是可以承载,包含元素的一个器件,它是STL六大组件之一,是容器、算法、迭代器中最重要也是最核心的一部分。 二、STL中各大容器的结构与分类 2.1 顺序性容器

STL内容介绍
1 什么是STL? STL(Standard Template Library),即标准模板库,是一个具有工业强度的,高效的C++程序库。它被容纳于C++标准程序库(C++ Stand





 工商网监
工商网监
评论