 浅谈高功率激光复合焊
浅谈高功率激光复合焊
激光复合焊是结合激光束和电弧进行焊接的一种激光焊接方式,杂交效果显示出其焊接速度,熔深和工艺稳定性的显著提高。自80年代末以来,依靠高功率激光器的不断发展进而推动了激光复合焊技术的发展,使得材料厚度、材料反射率、间隙桥接能力等问题不再是阻碍。已成功应用于中厚材料零件的焊接中。
一、激光复合焊接技术
1、激光复合焊接特点
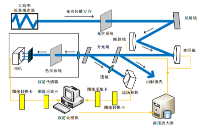
在激光复合焊接过程中,激光束和电弧在一个共同的熔池中相互作用[1](如图1),它们的协同作用产生了深而窄的焊缝,从而提高了生产率。
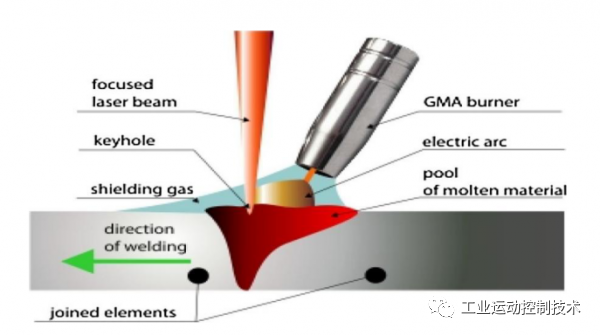
图1. 激光电弧复合焊工艺方案
2、激光复合焊接基本原理
激光焊接因热影响区非常窄,其激光束可以聚焦在很小的区域上,产生狭窄而深的焊缝而著称,能够实现更高的焊接速度,从而减少了热量输入并降低了焊接零件的热变形几率。然而,激光焊接的缝隙桥接能力差,因此在工件装配和边缘准备中要求很高的进动[1]。激光焊接对于铝,铜,金等高反射率材料焊接也非常困难。与此相反,电弧焊工艺具有出色的间隙桥接能力,高电效率,并且可以有效地焊接具有高反射率的材料。但是,电弧焊过程中的低能量密度会使该过程变慢,从而在焊接区域产生大量的热量输入,并导致焊接零件的热变形。因此使用高功率激光束进行深熔焊的同时使用具有高能量效率的电弧协同作用于焊接[2](如图2),混合效应弥补了工艺的缺陷,并补充了其优势。
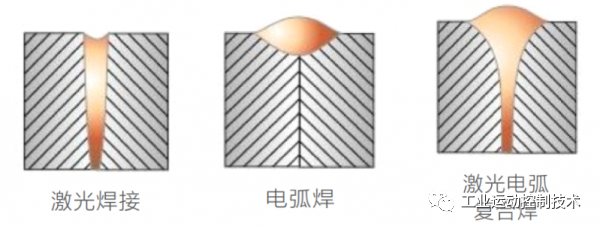
图2.分别是激光焊接,电弧焊和激光电弧复合焊期间焊缝的形成模式
3、激光复合焊接工艺优势
激光焊接的缺点是缝隙桥接能力差,对工件装配要求较高;电弧焊接的缺点是在焊接厚板时,低能量密度,熔深浅,在焊接区域产生大量的热量输入,会导致焊接零件的热变形。而二者的结合能相互影响和支持弥补了彼此焊接工艺的缺陷(如图3),充分发挥激光深熔和弧焊盖面优势,达到热输入量小,焊缝变形量小,焊接速度快且焊接强度高的优点[3]。
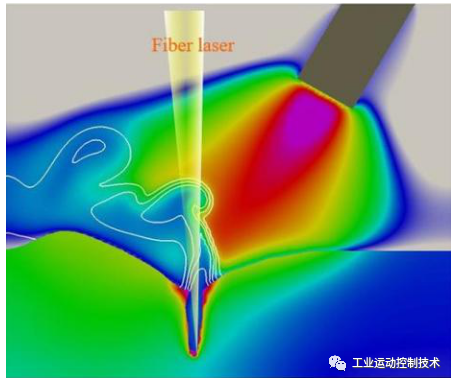
图3.激光复合焊接过程图
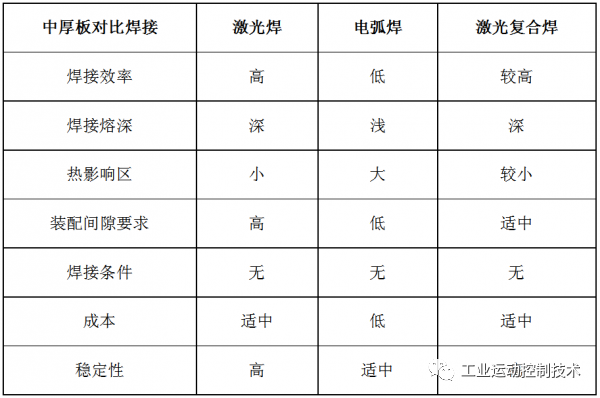
4、激光复合焊接对比
二、激光复合焊案例
1、激光复合焊结构

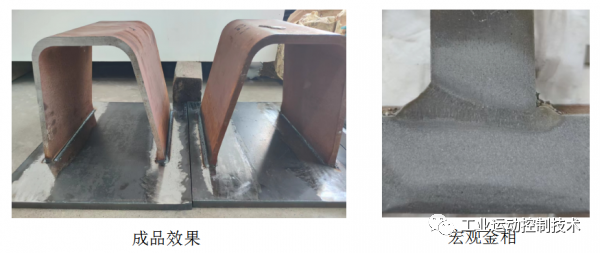
2、案例1
产品介绍:复合型蒸发式冷却(凝)装备。
焊接要求:管材对接,16mm外角焊,特殊材质板材拼焊。

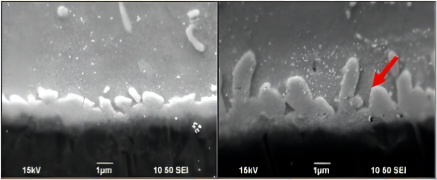
成品效果

宏观金相
3、案例2
产品介绍:船体夹板U肋钢。
焊接要求:8,10,16mm外角焊缝需要全熔透,单面焊接,背面成型。
三、激光复合焊行业应用及发展
1、应用行业
随着高功率激光器技术的逐渐成熟,激光复合焊于各个领域中得到普遍应用,有着较高的焊接效率、较高的间隙容忍度和较深焊接熔深等优点,是中厚板焊接的优选焊接方法,同样也是能够在大型装备制造领域替代传统焊接的焊接方式。适用于工程机械,桥梁,容器,管道,船舶,钢构,重工等工业领域[4]。
2、发展趋势
根据新思界产业研究中心发布的《2022-2026年中国激光电弧复合焊行业市场行情监测及未来发展前景研究报告》显示,我国是激光设备生产大国,2021年,我国激光设备行业产量在20万台以上,其中激光焊接设备约占激光设备市场的27.3%,是市场主流设备之一。而激光复合焊是激光焊接的新型设备之一,随着各个行业对中厚度板材焊接需求不断释放,激光复合焊的需求市场不断扩大,但就目前而言大功率激光复合焊还是依赖于进口的较大,被德国、意大利、英国、美国等国家企业所垄断,大功率激光复合焊国产替代空间广阔。
为打破这一僵面,我国企业在技术、人才、应用等方面不断创新,推动替代进口大功率激光复合焊的步伐,大功率激光复合焊国产替代的发展趋势越发明显。
-
激光
+关注
关注
19文章
3201浏览量
64468 -
激光器
+关注
关注
17文章
2517浏览量
60363 -
焊接
+关注
关注
38文章
3135浏览量
59757
发布评论请先 登录
相关推荐
脉冲激光焊和连续激光焊怎么选?

高功率半导体激光器的散热秘籍:过渡热沉封装技术揭秘

激光锡焊与电烙铁锡焊的区别
高压放大器在高功率固体板条激光器光束实验中的应用
迅镭激光高功率切割设备中标山东高速
松盛光电恒温激光锡焊系统解决方案
革新传统焊接:激光锡焊技术在微电子领域的突破
台铭光电808nm高功率激光芯片技术取得重大突破
如何实现激光功率和光束焦距的精确控制

激光拼焊如何提高汽车制造工艺?

手持激光焊接机能焊5.0厚的铝板吗





 工商网监
工商网监
评论