 塑料激光焊接的多场景应用
塑料激光焊接的多场景应用
塑料激光焊接相对于传统塑料连接工艺在产品的物理性能、工艺、美学和性价比等方面具有优势,塑料连接工艺的设计思路正在向激光焊接转变。塑料激光焊接在材料方面不仅针对足够透光的材料,对上层材料为黑色或其他颜色材料通过物料改性均可以实现激光焊接。
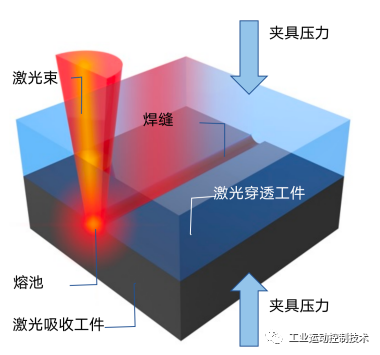
1、塑料激光焊接原理 最常用的激光焊接形式被称为“激光透射焊接”。在热塑性塑料的激光焊接过程中,首先将两个待焊接塑料零部件通过机械夹具实现紧密贴合,然后激光穿透上层工件后,能量被下层工件表面吸收后使其熔化,然后热量通过热传导的方式使上层材料熔化。 焊接过程中,局部的热量使得材料膨胀并形成内部焊接压力,这一压力和外部机械夹具施加的压力确保形成牢固稳定的焊缝。几乎所有的热塑性和热塑性弹性体都可以进行激光焊接,也包括有玻纤增强的塑料,焊缝强度通常达到或强于母材本体的强度。
2、常用塑料组合的互焊性能 激光适合于几乎所有热塑性塑料部件和热塑性弹性体的焊接,即便是含有玻璃纤维或各种不同的材料也可以焊接。 激光焊接会受到两种塑料相容性及熔融温度差异性的影响,两者相容性越好或熔融温度越接近,越容易进行激光焊接工艺,并获得更高质量的焊接强度;因此材料组合的光学属性对于焊接过程至关重要,材料对激光的选择性吸收和透过决定了两层压合工件的激光焊接的有效性。

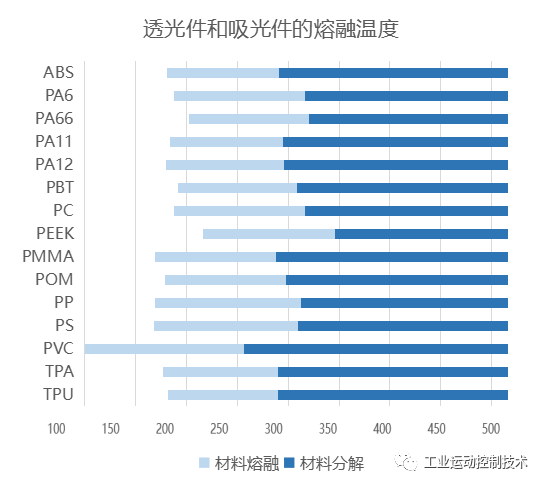
3、透光件和吸光件的熔融温度 用于激光焊接的一般指热塑性塑料,这类塑料的特点是可以随着温度的升高而进入熔融状态,而不改变材料本身的物理特性。吸光和透光材料需要有共同的熔融温度交互区间,其是形成焊接的必要条件。 另外对于不同种材料的焊接,虽然有时同为可焊接,但定义为吸光件或透光件。由于熔融温度的差异性,对激光工艺的选择和参数的设定也可能有一定影响。
4、产品结构设计 透光件厚度D1要均匀,“无定形材料”理论上不做要求,“半结晶材料”建议≤2mm。焊接筋宽度D2<光斑直径;还要对焊接筋宽度,产品自身的注塑偏差以及工装配合偏差等因素来综合考虑。
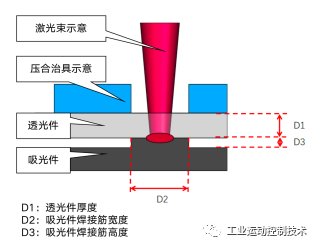
D2建议大于1mm,D3建议大于0.5mm。
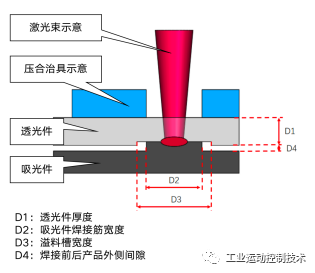
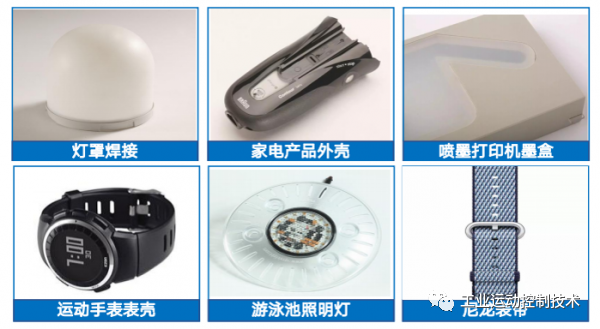
熔接塌陷位移可控,根据产品尺寸及材料特性不同,一般建议设定为0.25~0.6mm;要求D4>熔接塌陷位移。5、塑料激光焊接行业应用
汽车工业

医疗器械
6、准同步激光焊接系统 准同步激光焊接系统,集激光器与运动焊接部件为一体,结构简单紧凑、操作方便、安全稳定。 该系统采用塑料专用激光器配振镜高速扫描方式,可选配高精度塌陷值测量传感器来精确控制焊接的塌陷值,在振镜扫描范围内可进行平面任意轨迹的焊接,可配通用夹具和特定的夹具进行多种产品的焊接。
-
激光
+关注
关注
19文章
3224浏览量
64617 -
机械
+关注
关注
8文章
1593浏览量
40656 -
焊接
+关注
关注
38文章
3183浏览量
59915
发布评论请先 登录
相关推荐
多型号电池盖帽焊接激光焊接机,电池镍片激光焊接机


激光塑料焊接系统在PPS材料上的应用

激光焊接技术在焊接医疗心脏射频消融导管的工艺应用


塑料焊接机熔深对激光焊接质量有什么影响

塑料焊接机的突破:激光焊接技术的广泛应用



塑料激光焊接的优势:高效,精准,耐用
手持激光焊接机:高效、便捷的焊接新选择





 工商网监
工商网监
评论