 怎么解决功率器件塑封过程中引脚压伤的问题?
怎么解决功率器件塑封过程中引脚压伤的问题?
摘 要
引线框架的引脚压伤是严重的质量问题。引脚压伤不仅会影响产品的外观质量,严重时会 导致产品的电性能异常,甚至导致终端使用时发生短路、尖端放电等问题。结合实际发生的异常案 例,列举了塑封过程中导致压伤的风险因素并逐项进行试验分析。采用 Minitab 软件进行了双比率及 相关性试验,确认导致异常的主要因素。由此延伸到其他可能导致压伤的成因,确定了不同影响因 素与引脚压伤的关联性。并从模具设计及工艺方法的角度提出改善意见,为改善实际生产中出现的 引脚压伤问题提供了参考。
1 引言
塑封工序是功率器件产品封装中不可或缺的关 键工序,其作用在于将引线框架、芯片及器件、焊线完 全包封起来,此工序会直接影响产品的功能、外观、可 靠性。随着功率器件产品向大功率、集成化方向发展, 封装结构愈加复杂,封装缺陷所带来的产品失效问题 愈发严重。其中,引脚压伤是外观不良中的严重问题, 会导致产品出现短路、尖端放电等终端异常问题。以 TO252 封装为例,引脚压伤会直接导致栅漏或源漏短 路,从而使得产品损伤。但在实际生产过程中,功率器 件产品因其引线框架较厚,基本为齿形模具,解决压 伤和出现引脚侧面溢胶是一体两面的问题,完全保证 无引脚压伤则会导致引脚侧面溢胶,反之亦然。
引脚侧面的溢胶在电镀时无法使用水刀去除,将在切筋分 离过程中掉落到模具中。溢胶多落到刃口件表面或者 切筋凹模上,在连续高速作业过程中残胶又会被压到 引脚上,造成黑脚或者表面破损,严重时会造成切筋 刃口件崩缺,这会直接导致设备停机和产品报废。一 直没有去掉的溢胶也会对终端上板造成影响,导致虚 焊等焊接不良的情况发生,且多发生在非海鸥型引脚 的封装产品上。因此,在改善引脚压伤问题的同时,规 避引脚侧面溢胶带来的风险显得尤为重要。这对工艺 流程设计和模具设计提出了更高的要求。本文对实际 发生的引脚压伤案例进行分析,深入探讨压伤产生的 原因,从引线框架偏移、预热台温度与预热时间、塑封 模具设计等方面进行试验验证,确认了切实可行的改 善方案。
2** 塑封过程中引脚压伤问题的成因 **
**2.1 塑封模具的设计 **
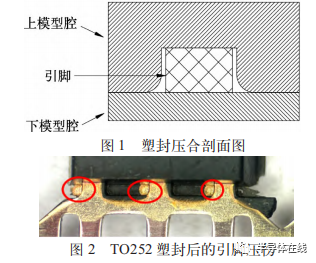
功率器件塑封成品的外观要求产品无溢胶,焊接 芯片的引线框架背面需要裸露在塑封体外面。以 TO252 塑封为例,引线框架材料厚度为 0.508 mm,若 使用非齿形塑封模具设计,引脚之间的溢胶厚度至少 为 1 倍的引线框架厚度(即 0.508 mm),后续的切筋成 型无法去除溢胶。所以,对应的塑封模具设计必须设 计成齿形模具,且齿高一般为 0.49 mm。通常,功率器 件塑封作业主要使用注塑成型的方式,模具由上、下 2 个半模组成,模具分型面垂直于塑封模具的压合方向。
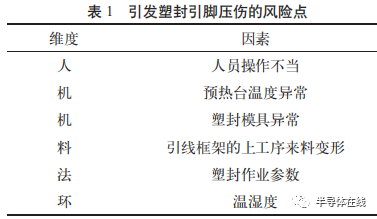
TO252 塑封的一般作业流程:将引线框架预热后 放入模具中,使用上料架将环氧树脂颗粒装入注塑料 筒中,再将上、下模具合模;合模完成后注塑杆向上运 动,将熔融后的环氧树脂挤入空白型腔中完成填充; 经过一定时间的固化,模具打开后顶杆将产品顶出, 再使用去流道机去除引线框架上多余的流道残胶。在 合模时,一半的模具齿会卡入引线框架的中间横筋 (Dam Bar)与塑封体间的引脚间隙,另一半模具为平 面结构,会压实引线框架。图 1 为塑封压合剖面图。若 出现异常,导致模具齿与引线框架对应空隙存在偏移 或错位,模具齿会压伤引脚。TO252 塑封后的引脚压 伤如图 2 所示,红圈标示部位为引脚压伤部位。
**2.2 引发塑封引脚压伤的风险点分析 **
引发塑封引脚压伤的风险点如表 1 所示,通过 4M1E(人、机、料、法、环)5 个维度来分析 TO252 塑封过程,逐个识别出塑封过程中引脚压伤的风险点。
其中,塑封作业参数、温湿度引发引脚压伤的风 险很低,基本不会导致塑封引脚压伤问题的产生。手 动作业时的人员操作不当造成引脚压伤的风险较高, 但由于人员操作不当不易复现,设计试验时先假设人 员操作无异常,暂不考虑操作不当的可能性。预热台 温度异常、塑封模具异常以及引线框架的上工序来料 变形是可能导致引脚压伤的高风险因素,需要逐一 排除。
**3 试验设计、结果及分析 **
**3.1 引线框架的确认 **
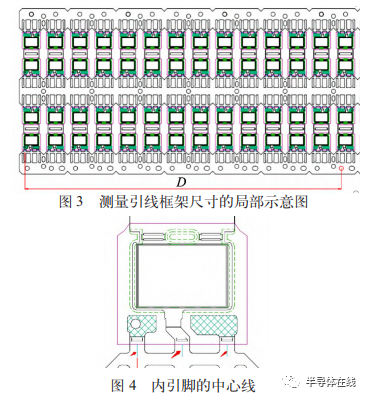
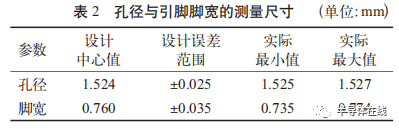
本文中的压伤案例属于在量产过程中突然发生 的异常。考察引线框架和塑封模具方面的问题时均假 设原始设计图纸无异常,故确认引线框架尺寸时仍依 据原有图纸,按定位孔与引脚中心线尺寸测量偏差。 图 3 为测量引线框架尺寸的局部示意图,从图 3 可以 看出,边缘标红的圆孔为定位孔,D 为定位孔中心与任 一引脚的内中心线(Dam Bar 中筋连杆以内的外引脚 中心线)在 x 方向上的距离。每颗产品存在 3 个引脚, 内引脚中心线如图 4 所示。
引线框架中直接影响引脚压伤的尺寸主要为定 位孔的孔径、引脚脚宽、引脚中心线与定位针中心的 x 方向上的距离。取异常批次的引线框架,确认定位孔 的孔径及引脚的脚宽。孔径与引脚脚宽的测量尺寸如 表 2 所示。
TO252 每颗产品存在 3 个引脚,同列产品的相同 x 方向上的引脚中心线在同一条线上,即按上述测量 方式进行测量,每列存在 3 个 x 方向的距离,TO252 引 线框架每条有 28 列,即每条引线框架存在 84 个 x 方 向的距离,计算测量值与设计值的偏差,偏差数据统计如表 3 所示。

显然,引线框架定位孔孔径与引脚宽度均在标准 范围内,但偏差存在偏下限的情况。考虑到模具设计 齿槽宽度及偏差余量可超过 0.1 mm,即对于偏差而 言,实际在±0.05 mm 以内均不会产生压伤问题,故确 认引线框架的这种偏差对压伤基本无影响。
**3.2 预热台温度及时间确认 **
物体会因温度改变而产生热膨胀现象。在初始 设计时,根据引线框架材质确定塑封模具的热膨胀系 数,为 17.4×10^-6^ mm/℃。不同温度下可能存在热膨胀 系数差异,导致引线框架预热后再放入塑封模具会出 现不匹配的状况,进而导致合模后引脚压伤。采用尺 寸测量达标的引线框架及发生异常的模具设备进行 试验,只改变预热台的温度和预热时间。设置模具温 度为 175 ℃,预热时间为 20~120 s,共设计 4 组试验: (1)预热台温度为 145 ℃,预热 20 s;(2)预热台温度为 145 ℃,预热 120 s;(3)预热台温度为 175 ℃,预热 20 s;(4)预热台温度为 175 ℃,预热 120 s。
假设 P 为异常品率,P1、P2 分别表示在预热台温度 为 145 ℃、175 ℃下的异常品率,此时检验假设如下。
原假设 H0:P1-P2 =0,此时预热台温度对压伤无影 响。 备择假设 H1:P1-P2≠0,此时预热台温度对压伤有 影响。
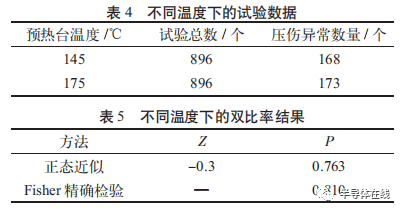
统计量 Z 应服从正态分布 Z~N(0,1),故在 95%置 信区间条件下,拒绝域为{Z>1.645}。不同温度下的 试验数据如表 4 所示。使用双比率分析,不同温度下 的双比率结果如表 5 所示。显然 Z=-0.3<1.645,故接 受原假设,即假设 H0 成立,预热台温度对压伤无影响。
采用同样方法确认预热时间对压伤的影响,P3、P4 分别表示预热时间为 20 s、120 s 时的异常品率,检验 假设如下。
原假设 H2:P3-P4=0,此时预热时间对压伤无影响。
备择假设 H3:P3-P4≠0,此时预热时间对压伤有影 响。
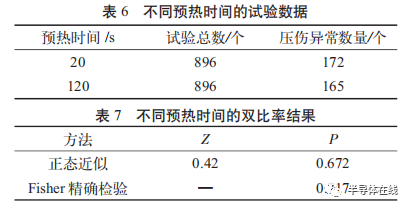
不同预热时间的试验数据如表 6 所示,其双比率 结果如表 7 所示。Z=0.42<1.645,未落在拒绝域内,表 明符合原假设 H2,即预热时间对压伤无影响。
**3.3 塑封模具确认 **
塑封模具可能造成压伤异常的原因包括模具齿 形设计时挡胶齿(AFP)与引脚的间隙偏小、模具齿加 工异常、模具安装异常等。
**3.3.1 AFP 设计确认 **
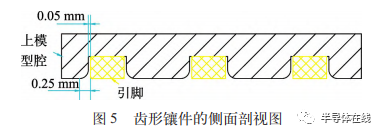
此案例中的塑封模具齿形镶件在上模,为了方便 引线框架塑封后的脱模及避免引脚压伤,靠近接触面 的部分采用倒圆角设计。图 5 为齿形镶件的侧面剖视 图,可以看到,上部 AFP 与引脚的间隙值为 0.05 mm, 接触面最大间隙值达 0.25 mm,故此设计符合齿形模 具加工要求且造成引脚压伤的风险较小。
**3.3.2 塑封模具异常确认 **
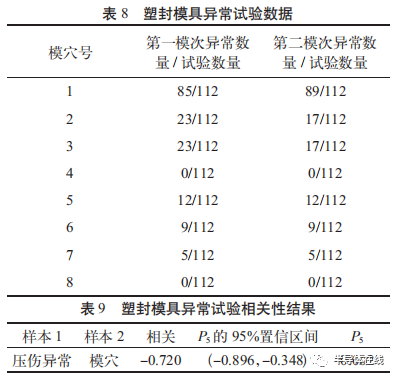
根据 3.1、3.2 节的分析,排除了引线框架及预热条 件对引脚压伤的影响。同时,塑封模具原始设计是符 合要求的,为了进一步确认塑封模具对引脚压伤的影 响,考虑到一套模具存在 8 个模穴,故连续试验 2 个模 次,即每个模穴塑封 2 条,因样本组别大于 2,故使用 相关性确认进行结果分析。塑封模具异常试验数据 如表 8 所示,其相关性结果如表 9 所示。
假设 P5 表示压伤异常与塑封模穴的相关性,此时 检验假设如下。
原假设 H4:P5>0.05,此时压伤异常与塑封模穴不 相关。
备择假设 H5:P5≤0.05,此时压伤异常与塑封模穴相关。
根据表 9 的结果,P5=0.002<0.05,拒绝原假设,接 受备择假设,即压伤异常与塑封模穴有关。
**3.3.3 异常改善 **
将对应的上模具齿形镶件拆除后再测量齿槽宽 度及齿槽间距尺寸,对比加工图纸,发现齿槽间距存 在超标的情况。重新按设计图纸加工齿形镶件后进行 作业,压伤问题得到解决。
**3.3.4 其他产生压伤异常的原因及改善方法 **
1)模具齿形镶件上、下模位置的影响及改善方法 齿形镶件的位置在上模时,若引线框架未被准确 放入模具中,合模时存在上模压伤引线框架的可能; 将齿形镶件的位置设计在下模时,当引线框架被放入 模具中时可以更准确地嵌入对应齿槽中,对应上模为 平面结构,不易产生压伤。
2) 模具齿形镶件的齿设计不合理导致的压伤及改善方法
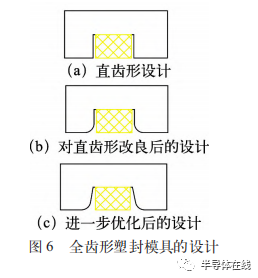
功率器件引线框架的厚度基本都在 0.3 mm 以 上,全齿形塑封模具齿高基本设计为引线框架厚度的 1 倍左右。直齿形的设计会存在引线框架放入不畅导 致操作不便甚至产生压伤的可能,直齿形设计如图 6 (a)所示。对直齿形改良后的设计如图 6(b)所示,改良 后的设计便于塑封作业操作,不易产生压伤,但其内 部有一段保留直齿设计,会导致引线框架发生卡齿等 异常。进一步优化后的设计如图 6(c)所示,其会导致 两侧引脚溢胶。溢胶与压伤问题在全齿形塑封模具中 是互相制约的。在设计上保证完全无压伤,则会产生 引脚两侧的溢胶,在设计上若要引脚两侧完全无溢 胶,则模具AFP 过小容易产生压伤。此时可以使用齿高仅为引线框架厚度 1/2 左右的半齿形模具,在塑封 后增加去齿间溢胶的去流道操作,可同时实现溢胶和 压伤的改善。
4** 结论 **
分析了引线框架、预热温度及时间、塑封模具设 计等因素对引脚压伤的影响,发现引线框架的引脚宽 度尺寸、定位孔直径尺寸、引脚中心线与引线框架定 位孔中心间距均会影响塑封时引脚压伤是否发生。相 对于原始设计值,将偏差控制在±0.05 mm 以内不会导 致引脚压伤。预热台温度与预热时间对引脚压伤无明 显影响,而模穴中的齿形镶件会直接导致引脚压伤。
因此,在齿形模具设计时应将齿形镶件的位置设 置于下模型腔中。在封装生产过程中可以通过观察引 线框架是否正常贴合在下模型模面来判断是否存在 压伤风险。这样能有效避免引脚压伤并大幅减小产品 异常的比例。全齿形塑封模具设计可以参考改良、优 化后的设计,其设计的核心要点在于增大齿形镶件内 部的 AFP 尺寸和接触面的 AFP 尺寸,避免压伤产生。 但当齿形镶件内部 AFP 尺寸过大时则会导致严重的 溢胶问题发生,此时可以采用半齿形设计结合去流道 操作来同时达到除溢胶和防压伤的目的。
审核编辑:刘清
-
功率器件
+关注
关注
42文章
1830浏览量
90960
原文标题:功率器件塑封过程中引脚压伤问题研究
文章出处:【微信号:汽车半导体情报局,微信公众号:汽车半导体情报局】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
插件器件小的引脚孔,制造过程中可能存在的一些问题
在使用的过程中如何了解欠压和过压保护电路?
罗马尼亚330MW机组起动过程中压缸温度异常变化的分析与防范
微波器件薄膜化过程中的技术难点分析

塑封元器件焊接时有哪些事项需要注意
PCB压合过程中的常见八大问题
xlpe绝缘电力电缆储运过程中内部残压的处理


半导体器件制造过程中的清洗技术
插件器件小的引脚孔,制造过程中可能存在的一些问题
如何识别塑封器件引脚上的凹坑缺陷

塑封器件绝缘失效分析

一文讲清芯片封装中的塑封材料:环氧塑封料(EMC)成分与作用






 工商网监
工商网监
评论