 电动机绕组浸漆和烘干的作用
电动机绕组浸漆和烘干的作用
一、电动机绕组浸漆和烘干的作用
1、 驱除潮气、提高防潮能力及增强电气绝缘强度
绕组的绝缘材料中有很多的毛细孔和缝隙,容易吸收潮气而降低绝缘电阻。烘干时先把潮气驱除,浸漆后绝缘漆把毛细孔和缝隙全部填满,并在表面上形成一层光滑的漆膜,使潮气很难进入绕组。绝缘漆的介电强度比空气高得多,因而浸漆后绕组的绝缘强度增大了。
2、 增加绕组的散热效果
绝缘漆的热传导能力比空气大得多。浸漆后导线中产生的热量经绝缘漆传导出去,增加了绕组的散热效果,可降低绕组的温升。
3、 增强绕组的机械强度
电流流过绕组时会在导线上产生电动力。在重载和启动时电流很大,电动力也很大。如绕组未做浸漆处理,电动力会使导线振动,时间一长,导线便会松动,进而绝缘会被擦伤,结果可能发生短路或接地故障。浸漆处理后,绕组被粘结成一个整体,提高了机械强度,减少了损坏的可能性。
二、浸渍漆的种类和浸漆时的黏度
1、 浸渍用绝缘漆要渗透到绕组线圈以及绝缘材料的所有空隙,并填满这些空隙,所以要求绝缘漆具有黏度小、流动性好、渗透力强、含固体成分高,以及吸潮性小等的特点。
2、 绝缘漆按是否用溶剂来分,分为有溶剂漆和无溶剂漆两种。由于溶剂最后挥发到空气中,对环境造成污染,又因F级电机的发展,所以无溶剂漆的使用有增多的趋势。
3、 浸漆时,有溶剂绝缘漆的黏度要进行调整,采用1032绝缘漆时,要浸漆两次。第一次浸渍时绝缘漆的黏度要稀些,第二次浸渍的目的是填满空气隙和加厚漆模,黏度要高些。在不同温度时,浸漆所需的黏度不同。无溶剂绝缘漆的黏度随温度上升而迅速下降。在浸漆时的温度下,黏度下降,所以能浸透并填充到绕组中去。
三、浸漆方法
1、滴漆(浇漆)
把电动机竖直放在滴漆盘上,用漆壶浇绕组的一端,然后经过20~30分钟滴漆,再将电动机翻过来,浇绕组的另一端,直到浇透。
2、沉浸
把需浸漆的电动机吊入漆罐中,要使漆面没过电动机200mm以上,以便绝缘漆渗透到绝缘材料的所有空隙内,填满所有空隙。
3、真空浸漆
采用真空浸漆,绝缘漆能完全渗透到绝缘材料的毛细孔深处,浸漆彻底,并且烘干时间较短。
四、无溶剂漆的浸漆烘干工艺
在修理电动机绕组时,用无溶剂漆浸漆,一般使用滴漆方法。该工艺处理时间短,铁芯内外圆无漆沾上,不必刮漆;绕组中绝缘漆填充好,所以散热好;操作场地小。滴漆需三个工序:预热、滴漆、凝胶固化。
1、预热
通电加热,也可放在烘箱中加热,温度控制在100~115℃。
2、滴浸
在100~115℃时滴浸,方法如上浸漆方法所述。
3、凝胶固化
加热到150℃,经过24分钟完成浸漆。
五、有溶剂漆的浸漆烘干工艺
典型的有溶剂漆浸漆烘干工艺为:预烘、第一次浸漆、滴漆、第一次烘干、第二次浸漆、第二次滴漆、第二次烘干。
1、预烘
1)电动机浸漆前应进行预烘。预烘的目的是使绕组在浸漆前将绕组内潮气和挥发物驱除,并使电动机具有较适当的温度,使绝缘漆容易渗透。
2)预烘时,温度要逐渐增加,一般升温速度不大于20~30℃/小时。若升温太快,会造成绕组表面水分很快蒸发,使潮气由表面向绕组内部扩散,绕组内部水分不易排出。
3)预烘温度为120℃±5℃。预烘初期要不断换掉烘房内含水分较多的空气,预烘后期也要换气,但要保持温度。
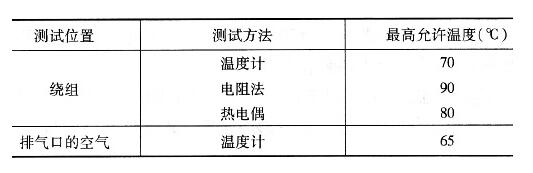
4)预烘时间随电动机尺寸大小而定,约5~15小时。预烘时,每隔一小时左右测量绝缘电阻一次,当绕组绝缘电阻值大于20MΩ,且其值在3小时内基本保持稳定,变化不大于10%时,可认为预烘已经完成,可以浸漆。
2、第一次浸漆
电动机浸漆前的温度为50~70℃,温度过高,绝缘漆溶剂易挥发;温度过低,绝缘漆流动性差,渗透性不好,且易吸入潮气。第一次浸漆的时间大于15分钟,直到不冒气泡为止。
3、滴漆
将浸好漆的电动机提出漆桶,滴去多余的漆。滴漆的时间应大于30分钟,然后擦去定子铁芯及机座止口等处的余漆。
4、第一次烘干
余漆滴干后,即可进行烘干。目的是将漆中的溶剂和水分挥发掉,使绕组表面形成较坚固的漆膜。
1)烘干过程分两个阶段:第一阶段是低温阶段,温度控制在6080℃,约烘34小时,如果这时温度太高会使溶剂挥发太快,在绕组表面会形成许多小孔,影响浸漆质量,如果温度过高,将使绕组表面的漆很快结成一层膜,而渗入绕组内部的溶剂受热后产生的气体无法排出,也会影响浸漆质量;第二阶段是高温阶段,温度控制在130℃士5℃左右,烘干12~18小时,目的是要在绕组表面形成坚固的漆膜。
2)烘干过程中每隔一小时就要用兆欧表测量一次绕组对地绝缘电阻,通常要求其值在6MΩ以上,且在3小时内绝缘电阻基本稳定,第一次烘干才算结束。在实际操作中,由于烘干设备和方法不同,烘干的温度和时间都会有所不同,需由具体情况决定。总之,应使绕组对地绝缘电阻稳定而且合格为准。
5、第二次浸漆
烘干结束后,等绕组冷却到5070℃,再进行第二次浸漆。第二次浸漆的目的是增加漆膜厚度,提高绕组防潮能力。漆的黏度要比第一次浸漆时的黏度要高些。浸漆时间可短些,78分钟即可,时间过长反而会损伤第一次浸漆已形成的漆膜。
6、第二次滴漆
第二次滴漆时间要大于30分钟,滴干后把机壳止口与铁心上的绝缘漆擦掉。
7、第二次烘干
第二次烘干也分两个阶段:第一阶段烘干温度为6080℃,时间为34小时;第二阶段烘干温度为130℃±5℃,时间为12~18小时,具体时间应使绕组对地绝缘电阻值大于10MΩ,且最后3小时其值应稳定。到此绕组的浸漆烘干工作就完成了。
六、烘干方法
1、烘房或烘箱烘干法
烘房可由两层耐火砖砌成,两层耐火砖之间填隔热保温材料,以减少热量损失。烘房内部靠墙处放置管状或板状电热元件。烘房应配备温度控制仪,并应具有通风孔或通风装置以便排出潮气及溶剂气体。
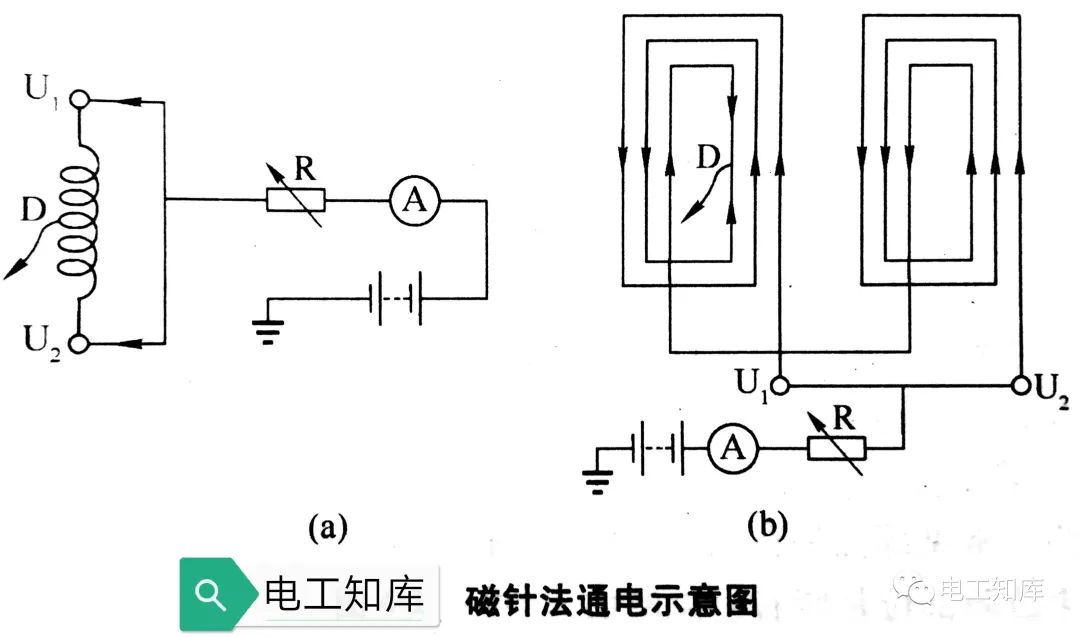
2、绕组中通入电流加热法
把三相电动机的转子抽出,用交流电焊变压器或直流电焊机,或调压器作为电压可调节的电源接到定子绕组上,通到绕组中的电流约为额定电流的70%,若无调压设备,可把三相绕组串联后接到单相 220 伏电源上,线路中串一个变阻器来调节电流大小。
-
电动机
+关注
关注
74文章
4110浏览量
96294 -
绝缘
+关注
关注
1文章
433浏览量
21842 -
绕组
+关注
关注
2文章
519浏览量
19874 -
铁芯
+关注
关注
0文章
246浏览量
13682
发布评论请先 登录
相关推荐
三相异步电动机结构的各部件起什么作用?
三相交流伺服电动机损坏的原因?如何排除故障?
电机绕组的浸漆工艺详解(目的/工序/方法/守则/注意事项)
电动机烘干温度是多少_烘干电动机的步骤及注意事项
电动机绕组的烘干方法_电动机绕组烘干的注意事项
电动机定子绕组的常见故障





 工商网监
工商网监
评论