 斜齿轮减速机常见问题及解决方法
斜齿轮减速机常见问题及解决方法
一、斜齿轮减速机常见问题及其原因
1.减速机发热和漏油
为了提高效率,蜗轮减速机一般均采用有色金属做蜗轮,蜗杆则采用较硬的钢材。由于是滑动摩擦传动,运行中会产生较多的热量,使减速机各零件和密封之间 热膨胀产生差异,从而在各配合面形成间隙,润滑油液由于温度的升高变稀,易造成泄漏。造成这种情况的原因主要有四点,一是材质的搭配不合理;二是啮合摩擦 面表面的质量差;三是润滑油添加量的选择不正确;四是装配质量和使用环境差。
2.蜗轮磨损
蜗轮一般采用锡青铜,配对的蜗杆材料用45钢淬硬至HRC4555,或40Cr淬硬HRC5055后经蜗杆磨床磨削至粗糙度Ra0.8μm。减速机正 常运行时磨损很慢,某些减速机可以使用10年以上。如果磨损速度较快,就要考虑选型是否正确,是否超负荷运行,以及蜗轮蜗杆的材质、装配质量或使用环境等 原因。
3.传动小斜齿轮磨损
一般发生在立式安装的减速机上,主要与润滑油的添加量和油品种有关。立式安装时,很容易造成润滑油量不足,减速机停止运转时,电机和减速机间传动齿轮油流失,齿轮得不到应有的润滑保护。减速机启动时,齿轮由于得不到有效润滑导致机械磨损甚至损坏。
4.蜗杆轴承损坏
发生故障时,即使减速箱密封良好,还是经常发现减速机内的齿轮油被乳化,轴承生锈、腐蚀、损坏。这是因为减速机在运行一段时间后,齿轮油温度升高又冷却后产生的凝结水与水混合。当然,也与轴承质量及装配工艺密切相关。
二、斜齿轮减速机常见问题解决方法
1.保证装配质量
可购买或自制一些专用工具,拆卸和安装减速机部件时,尽量避免用锤子等其他工具敲击;更换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对更换;装配输出轴时,要注意公差配合;要使用防粘剂或红丹油保护空心轴,防止磨损生锈或配合面积垢,维修时难拆卸。
2.润滑油和添加剂的选用
斜齿轮-蜗轮蜗杆减速机一般选用220#齿轮油,对重负荷、启动频繁、使用环境较差的减速机,可选用一些润滑油添加剂,使减速机在停止运转时齿轮油依 然附着在齿轮表面,形成保护膜,防止重负荷、低速、高转矩和启动时金属间的直接接触。添加剂中含有密封圈调节剂和抗漏剂,使密封圈保持柔软和弹性,有效减 少润滑油漏。
3.减速机安装位置的选择
位置允许的情况下,尽量不采用立式安装。立式安装时,润滑油的添加量要比水平安装多很多,易造成减速机发热和漏油。
4.建立润滑维护制度
可根据润滑工作“五定”原则对减速机进行维护,做到每一台减速机都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中 发现较多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,更换润滑油。加油时,要注意油量,保证减速机得到正确的润滑。
5.新时期的维修方法
针对减速机磨损和泄漏问题,传统解决办法是补焊或刷镀后机加工修复,但两者均存在一定弊端:补焊高温产生的热应力无法完全消除,易造成材质损伤,导致 部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易剥落,且以上两种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成 再次磨损。当代西方国家针对以上问题多使用高分子复合材料的修复方法,目前应用最成熟的是美嘉华技术产品,其具有超强的粘着力,优异的抗压强度等综合性能,可免拆卸、免机加工进行现场修复。用高分子材料维修既无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的 冲击震动,避免再次磨损的可能,并大大延长设备部件的使用寿命,为企业节省大量的停机时间,创造巨大的经济价值。
-
电机
+关注
关注
142文章
9010浏览量
145427 -
工业
+关注
关注
3文章
1830浏览量
46551 -
减速机
+关注
关注
2文章
551浏览量
24187
发布评论请先 登录
相关推荐
减速机的原理和用途知识你了解多少?


减速机的原理你了解多少?

润滑油对减速机的影响,你知道吗?
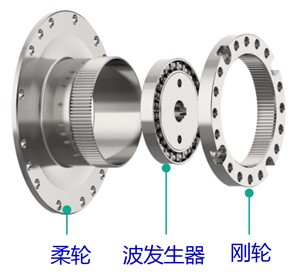
谐波减速机和行星减速机的区别
借鉴与创新 台湾Apex齿轮减速机PII系列

在伺服应用中为什么大多选择行星减速机?

赛劲SEJINIGB减速机 非标摆线减速机定制化解决方案

减速机的故障诊断与处理方式
电机和减速机之间需要键槽吗?
最大载重RV减速机问世 RV减速机企业“斯微特”异军突起





 工商网监
工商网监
评论