 功率模块焊接材料及应用介绍
功率模块焊接材料及应用介绍
作者: 罗金涛
近年来,新能源相关产业的蓬勃发展在带给消费者生活便利、提高生产效率的同时,也给相关行业提出了新的要求和挑战。如何正确选择赛道,如何切入一个有良好前景的产业?在新能源赛道如火如荼当下,圈内如何持续改善,提高竞争力,圈外如何踏足圈内,成功转型,抓住未来的风口,唱好新能源发展篇章,是所有从业企业都需要考虑的问题。贺利氏电子愿为行业伙伴和广大客户提供全面、领先的解决方案。
本文将聚焦近年来大热的功率模块焊接问题。
功率分立器件通常用于低功率/低电压应用 ,其功率从毫瓦级别到上千瓦,电压从1伏以下到600伏以上。功率模块有最大的应用范围,从几百瓦到兆瓦级,从48伏到几千伏 ,涵盖消费电子、工业控制、新能源汽车、交通运输、高铁、发电变电输电储能等众多领域。晶闸管用于最高电压和最高功率应用,例如高压直流。
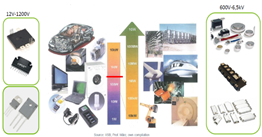
图1:功率器件的应用(a)
功率模块方面,各大品牌厂商的型号林林总总,但总体形式一般都基于IGBT单管或模块或增加控制电路再并联或串联封装成模块等形式。芯片基础材料涵盖了所有功率技术--硅(Si)、碳化硅(SiC)和氮化镓(GaN)等材料。
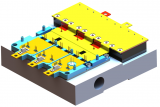
以常见的IGBT模块封装形式为例,其结构中以直接键合铜陶瓷板(DBC)为基础,其上通过焊料焊接IGBT 及FWD芯片和互联引脚。芯片上需要进行铝线/铝带键合。DBC 底部焊接导热基板或直接连接于散热器。表面封装后就是IGBT 模块的完整形式。
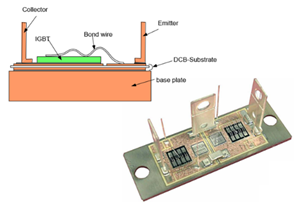
图2:有散热基板封装
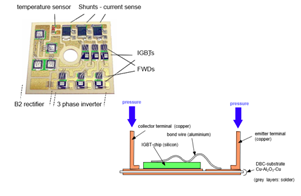
图3:无散热基板封装
在陶瓷覆铜板上下表面焊接互联技术中,涉及到的材料通常为高铅锡膏、无铅锡膏、预成型焊片、助焊剂以及时下最吸引行业目光的新星--烧结银(silver sinter paste)材料等。
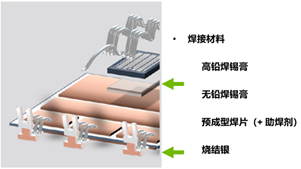
图4:贺利氏功率模块焊接材料类型
对于高铅锡膏,从行业经验看,Pb(92.5%)Sn(5%)Ag(2.5%)合金具有很好的可靠性。组成成分方面,Pb易与Sn形成良好的共晶,进而形成可靠的焊点,焊点具有延展性,但其湿润性能不足。Sn组分扮演活性金属的角色,易与铜 / 镍 / 银 框架形成金属间化合物(IMC),能够增强合金的焊接性。Ag组分通常形成针状AgSn结构,其有利于提高焊接界面机械强度,起到加强合金微观结构的作用。而且,高铅合金的熔化区间温度(280 ~ 310°C)较高,这意味着其形成的焊点能够承受较高的再熔温度,有利于多次焊接中梯度温度窗口的形成,同时具有更好的高温环境耐受能力。此外,高铅合金优异的焊接可靠性和抗疲劳能力,也是其经久不衰、始终活跃在可靠焊接领域的原因。另外,锡膏在功率器件中的应用包括钢网印刷和点锡两种工艺,需要不同的锡膏产品适配。
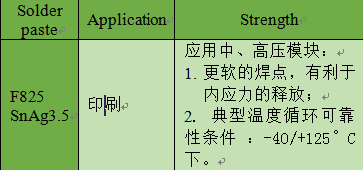
表1,贺利氏高铅锡膏产品
对于无铅焊料,目前贺利氏电子也已开发出全方位适配的产品,其中包括典型的 SnAg3.5、SnAgCu、SnSb、Innolot 和 HT1 (贺利氏专利合金) 合金系列产品。标准粉径:3号、4号粉。合金以Sn为主体,Cu组分有利于形成CuSn颗粒状晶相结构和金属间化合物(IMC),增强焊接强度,以及平衡基板中铜向焊料内部的快速扩散,减低柯肯达尔空洞的发生(如图5)。Sb组分可溶于锡,有利于增加焊接界面可靠性,提高合金熔化温度窗口。
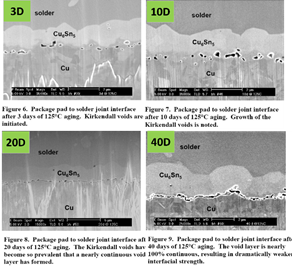
图5:加速老化试验中的柯肯达尔空洞(b)
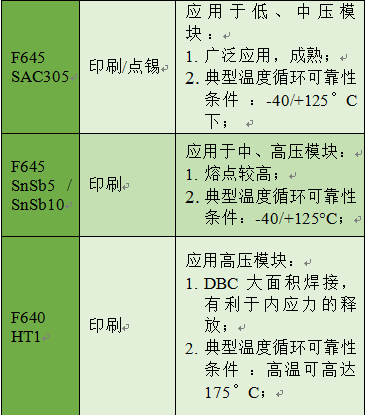
SnAg3.5合金锡膏可应用于中、高压模块:由于无Cu,其形成的焊点更软,具有更好的抗蠕变变形(抗剪切开裂)能力,有利于不同CTE 材料变形时内应力的释放。SnAgCu合金锡膏是较成熟的无铅合金焊料,可满足低压或中压模块的应用场景。SnSb合金锡膏适用于中、高压模块,具有优秀的抗疲劳性能和较好的工艺操作性。
这里重点介绍一下 HT1合金锡膏,其在使用陶瓷基板或直接键合铜陶瓷基板(DBC)的应用中,能显著提高焊接可靠性。其目标工作温度最高可达175°C,而作为对比,SAC无铅焊料不建议超过125°C。与陶瓷电路相关的主要失效问题之一是Ag基界面溶解到焊料中,也称为Ag浸出。随着Ag慢慢地溶解到焊点中,银锡金属间相变厚,并能使焊点发生脆性(如图6)。其次,HT1合金能显著提高焊接可靠性(如图8)。 HT1合金优异的性能主要得益于Sn、Ag、Cu、In 以及结晶促进剂的专利配方成分,对标准SAC合金进行了改性,合金中添加了铟和特殊的晶体改进剂。铟有助于抑制浸出过程,晶体改性剂有助于形成结晶核,形成小的星形晶体(如图7)。其可以控制和减少金属间相,特别是AgSn相的生长。
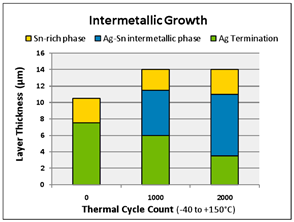
图6,银基界面的Ag浸出(C)
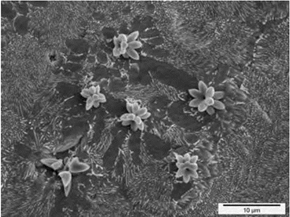
图7:InnoRel HT1合金晶相结构(C)
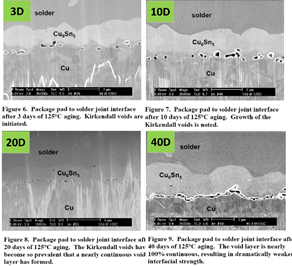
图8:HT1与其他合金剪切应力衰减对比(C)
表2:贺利氏无铅锡膏产品
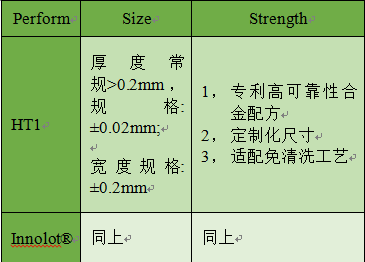
对于焊片产品,其优势是由贺利氏拥有专利的高可靠性合金预制成型,微量助焊剂辅助焊接定位,可以避免焊接后的清洗工艺,同时一定程度减少真空焊接飞溅问题,实现高可靠性焊接。
注:1. 焊片搭配助焊剂型号推荐: SF64
2. Innolot 合金特性可参考《高可靠性焊接材料INNOLOT合金的性能及应用》。
表3:贺利氏焊片产品
对于烧结银产品,我们将在另外文章中单独介绍。
以上是对功率模块产品常用焊接材料及其应用特性的介绍。由于篇幅有限,不能详尽阐述,如有更进一步需求,可与贺利氏电子联系,我们拥有完备的焊接材料产品线,及优秀的研发、工程团队,期待与您携手合作!
参考文献:
a)IISB, Prof.Marz,own compilation;
b)Tz-Cheng Chiu, Kejun Zeng, Roger Stierman and Darvin Edwards, Kazuaki Ano, " Effect of Thermal Aging on Board Level Drop Reliability for Pb-free BGA Packages", 54th ECTC, P.1256-1262, June 1-4, 2004, Las Vegas, Nevada.
c)Heraeus Material Technology, Anton Z. Miric, July 2011
审核编辑 黄宇
-
焊接
+关注
关注
38文章
3150浏览量
59846 -
功率模块
+关注
关注
10文章
468浏览量
45126
发布评论请先 登录
相关推荐
焊接功率在线监测设备的应用与优势分析
激光焊接技术在焊接超薄材料的工艺案例


焊接方法对材料的影响

功率模块中的激光焊接技术简介
异种材料焊接的八大“拦路虎”,你了解多少?


基于SiC Diode模块在焊接切割设备中的技术优势

塑料焊接机的突破:激光焊接技术的广泛应用

华为公布一项名为“钠电池复合正极材料及其应用”的发明专利
激光焊接机在焊接0.3mm铁镍的技术

揭秘激光焊接机的独特焊接方式
在激光精密焊接中,如何实现不同材料的最佳焊接效果





 工商网监
工商网监
评论