 华秋DFM新功能丨可焊性检查再次升级,抢先体验!
华秋DFM新功能丨可焊性检查再次升级,抢先体验!
写在前面:
感谢后台各位伙伴们的关注和支持,在大家的期盼下,华秋DFM终于再次迎来了新功能更新!
往期迭代的版本,无一不帮助大家提前规避了很多关于生产和设计的隐患问题,所以此次也秉承着为大家节省更多时间和资源的原则,希望带给大家更好的体验和服务。
V3.8新版本解读
● PCBA组装分析功能中,增加焊盘散热分析功能,此功能可以对存在虚焊风险的焊盘及走线方式,进行识别预警。
● PCBA组装分析中,增加替代料分析功能。
● 丰富元件库数量及优化匹配规则,增加元件型号数量约100万个。
● 提高仿真图的渲染效果,使仿真图更加逼真接近实物。
https://dfm.elecfans.com/uploads/software/promoter/HQDFM%20V3.7.0_DFMGZH.zip
当然,后续我们也将不断优化更多功能体验和服务质量,希望大家继续提供宝贵的建议哦~
下面,和大家分享几个关于焊盘散热过快的案例,并结合华秋DFM软件详细讲解是如何检查的。
Part.01焊盘散热过快导致生产缺陷
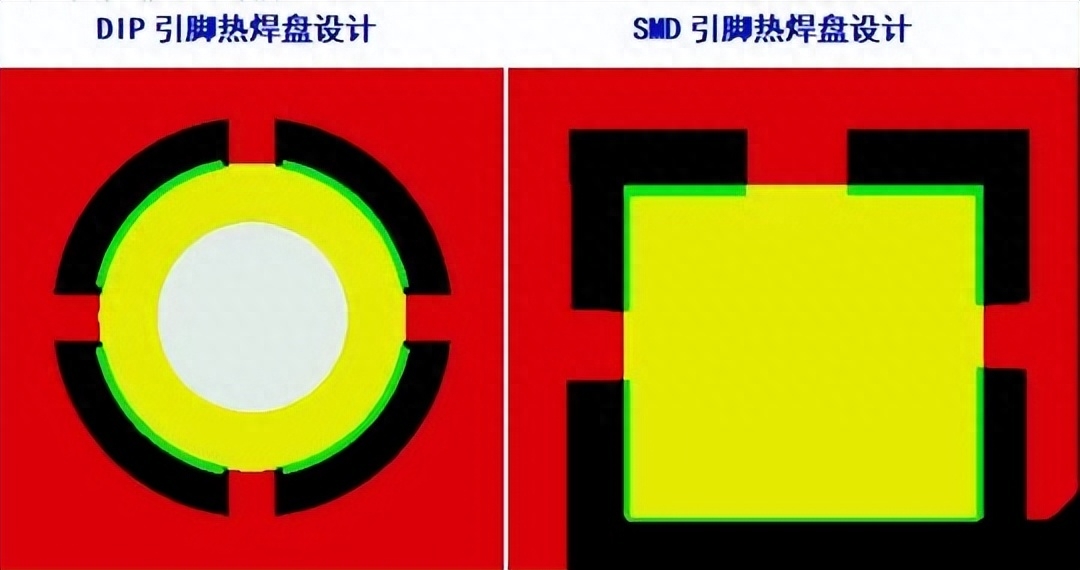
在PCB设计中,如果器件的某一个或几个管脚需要和大面积铜箔相连,建议焊盘采用如下花式连接,避免大面积铜箔与焊盘实铺相连。
焊盘与大面积铜箔实铺相连,会导致焊盘在焊接过程中散热太快,出现冷焊、立碑、拒焊的情况出现。
缺陷一:冷焊
在回流焊时,器件的个别管脚焊盘散热过快,出现锡膏未能完全熔化,呈粉末状。其产生的直接影响就是焊接不牢靠,虚焊假焊,这在SMT品质要求中是不允许存在的,会导致产品无法正常工作或影响产品的可靠性。
缺陷二:立碑
小封装的电阻或电容,如果其中一个焊盘与大面积的铜箔相连,另一个焊盘只与信号线相连,在过炉时,由于一个焊盘散热过快,会因时间差而导致两边的湿润力不平衡,从而致立碑。
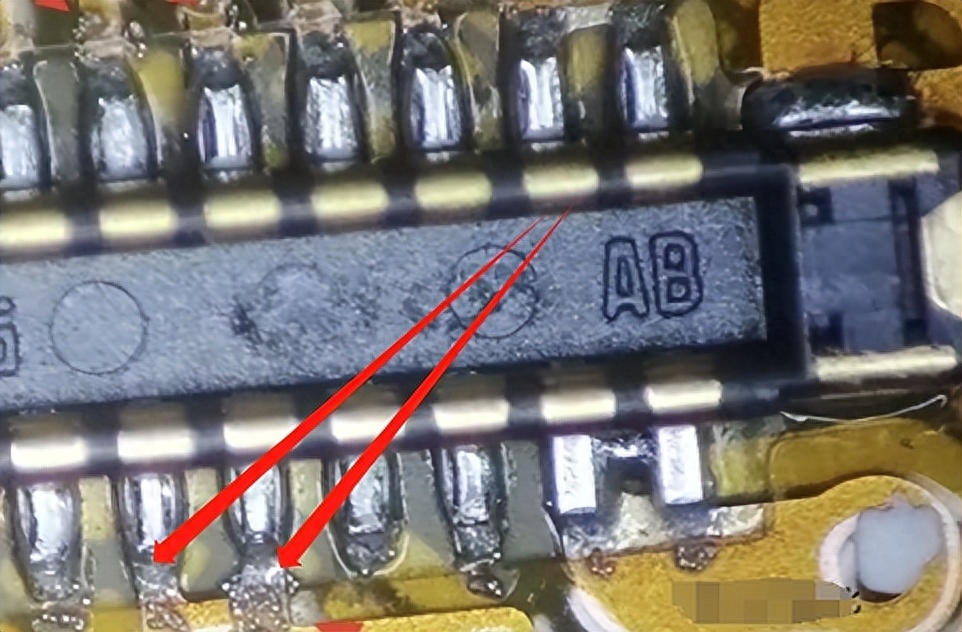
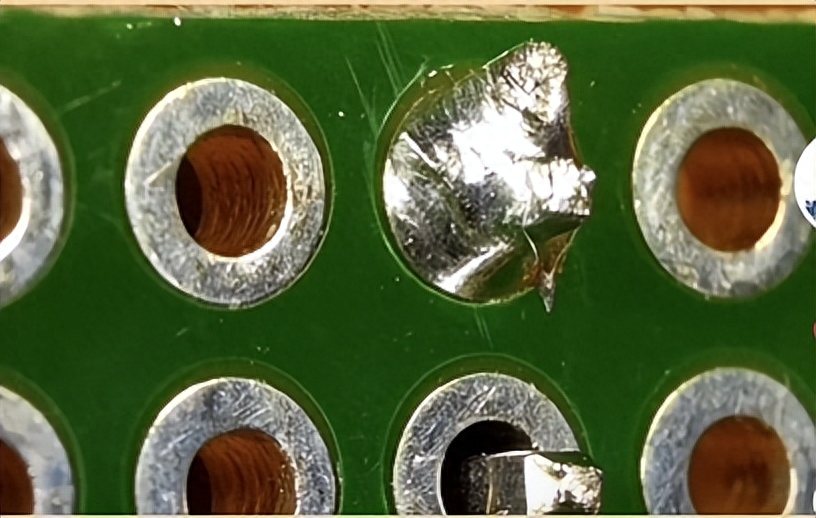
缺陷三:拒焊
在DIP焊接过程中,除了PCB焊盘、物料管脚氧化,焊接面有异物导致的拒焊以外,焊盘散热过快也是其中一个原因,在过波峰焊时,相同的炉温曲线,由于局部焊盘散热过快,导致温度变低,出现个别管脚焊锡不饱满、甚至不沾锡的情况。
除了建议采用以上花式焊盘连接以外,为了让PCB设计的可焊性进一步提高,华秋DFM推出的焊盘散热分析功能,能更加精确地计算出:焊盘连接处的连线宽度与焊盘周长占比,通过占比参数评估设计的合理性。下面结合软件讲解。
Part.02用华秋DFM检测可焊性风险
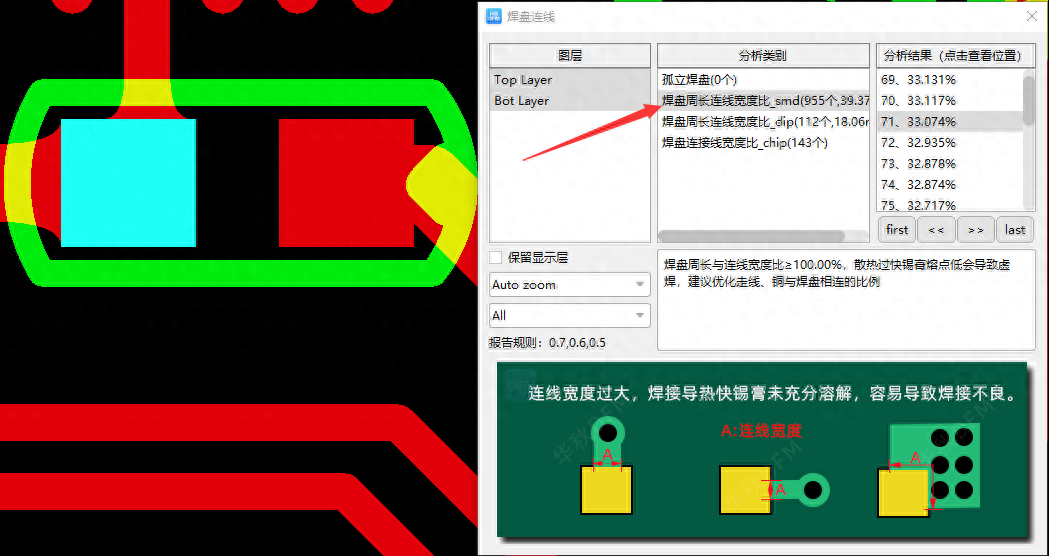
焊盘周长连线宽度比(SMD)
连线占SMD焊盘周长宽度比≥100%,散热过快锡膏熔点低会导致虚焊,建议优化走线、铜与焊盘相连的比例。如果是铜箔相连可以采取热焊盘设计。
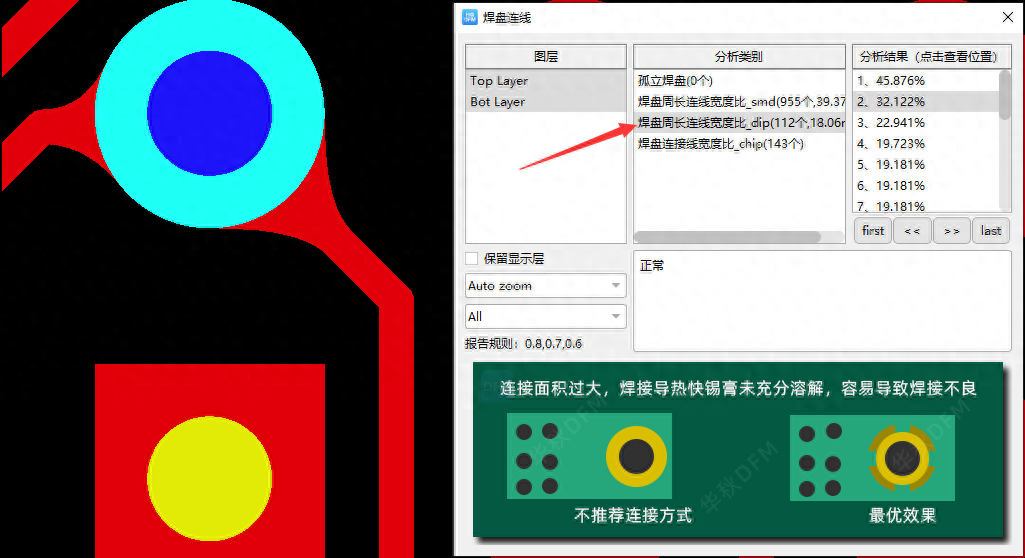
焊盘周长连线宽度比(DIP)
连线占DIP焊盘周长宽度比≥100%,散热过快锡膏熔点低会导致虚焊,建议优化走线、铜与焊盘相连的比例。在铜箔上的DIP焊盘可以采取热焊盘设计。
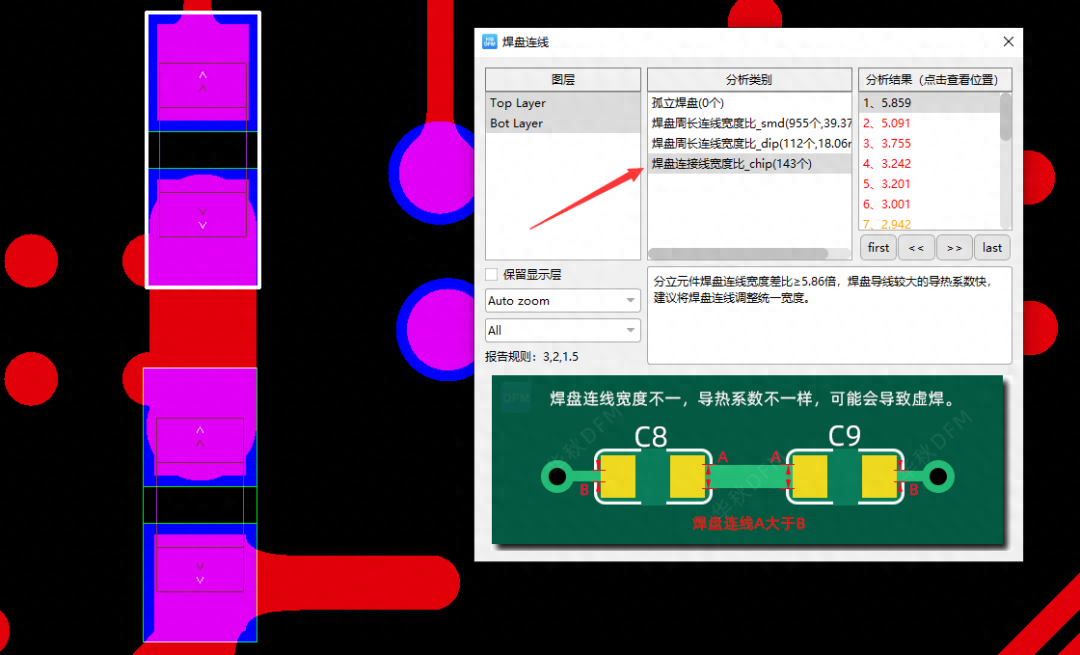
焊盘周长连接线宽度比(chip)
连线占分立元件焊盘周长宽度比≥5.86倍,焊盘导线较大的导热系数快,建议将焊盘连线调整统一宽度。如果一个焊盘是线连接,另一个焊盘铜箔全连接,可以采取用热焊盘方法设计,统一两个焊盘的连接宽度。
审核编辑:汤梓红
-
PCB设计
+关注
关注
394文章
4703浏览量
86635 -
焊盘
+关注
关注
6文章
559浏览量
38274 -
PCB
+关注
关注
1文章
1835浏览量
13204 -
华秋DFM
+关注
关注
20文章
3495浏览量
4811
发布评论请先 登录
相关推荐
华秋DFM新功能丨可焊性检查再次升级,抢先体验!

来了!华秋DFM新版体验升级,3D视图安排!
华秋DFM软件再升级,热门功能抢先体验
华秋DFM新功能全网上线,“PCBA可焊性分析”重要性你了解吗?
华秋DFM“PCBA可焊性分析”功能全网重磅上线!新版本极速体验

华秋DFM新功能丨可焊性检查再次升级,抢先体验!

华秋DFM新功能丨可焊性检查再次升级,抢先体验!
华秋DFM新功能丨可焊性检查再次升级,抢先体验!





 工商网监
工商网监
评论