 什么是激光熔覆技术?如何应用呢?
什么是激光熔覆技术?如何应用呢?
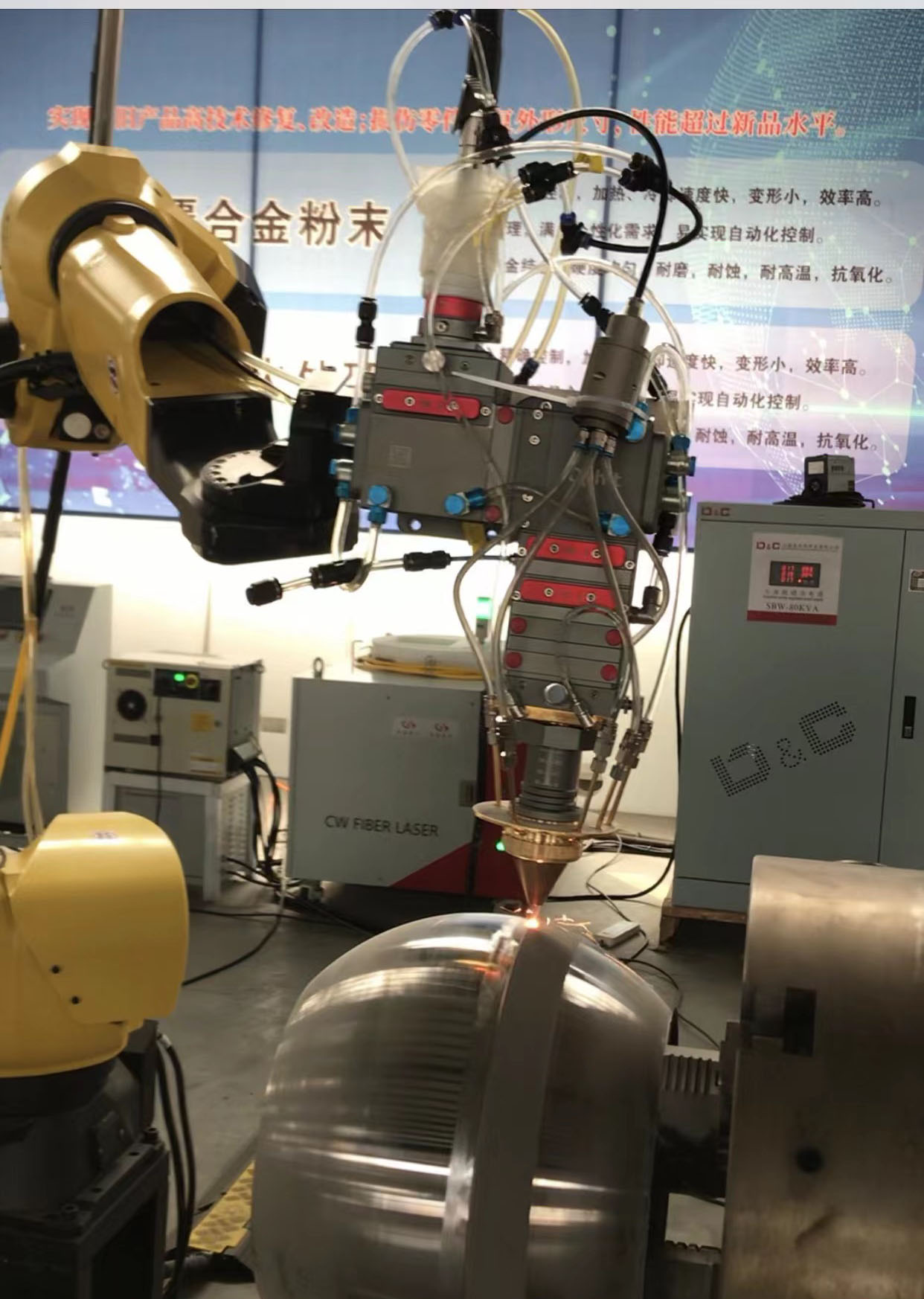
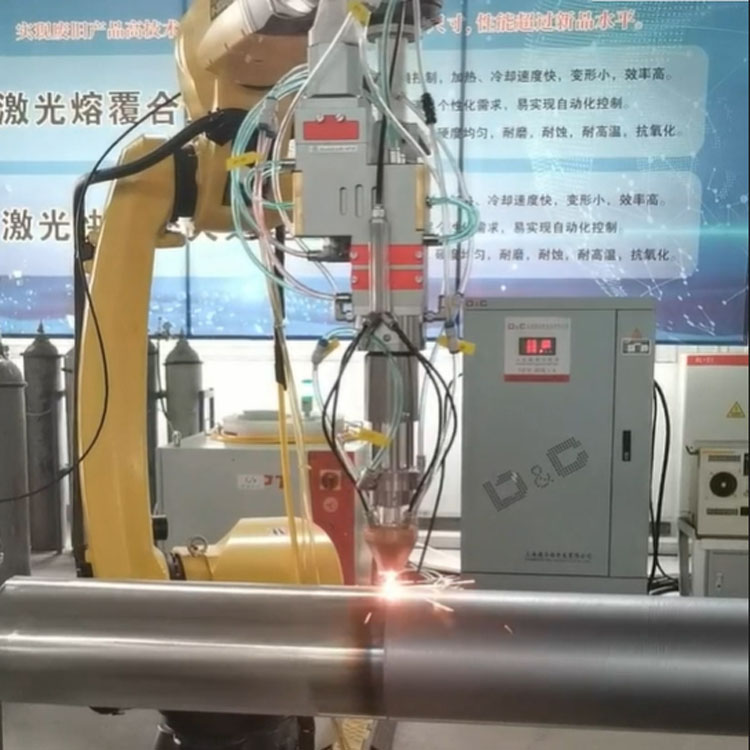
激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、 抗氧化及电器特性等的工艺方法。
激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料。 应用于激光熔覆的激光器主要有CO2激光器和固体激光器,主要包括碟片激光器、光纤激光器和二极管激光器。 激光熔覆技术的工艺特点
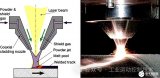
激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。
1、激光熔覆具有以下特点:
(1)冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
(2)涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控。
(3)热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。
(4)粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金。
(5)熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2~2.0mm。
(6)能进行选区熔敷,材料消耗少,具有卓越的性能价格比。
(7)光束瞄准可以使难以接近的区域熔敷。
(8)工艺过程易于实现自动化。很适合油田常见易损件的磨损修复。
2、激光熔覆与激光合金化的异同
激光熔覆与激光合金化都是利用高能密度的激光束所产生的快速熔凝过程,在基材表面形成于基体相互融合的、具有完全不同成分与性能的合金覆层。两者工艺过程相似,但却有本质上的区别,主要区别如下:
(1)激光熔覆过程中的覆层材料完全融化,而基体熔化层极薄,因而对熔覆层的成分影响极小,而激光合金化则是在基材的表面熔融复层内加入合金元素,目的是形成以基材为基的新的合金层。
(2)激光熔覆实质上不是把基体表面层熔融金属作为溶剂,而是将另行配置的合金粉末融化,使其成为熔覆层的主题合金,同时基体合金也有一薄层融化,与之形成冶金结合。激光熔覆技术制备新材料是极端条件下失效零部件的修复与再制造、金属零部件直接制造的重要基础,收到世界各国科学界和企业的高度重视。
激光熔覆效果的评价
评价激光熔覆层质量的优劣,主要从两个方面来考虑。一是宏观上,考察熔覆道形状、表面不平度、裂纹、气孔及稀释率等;二是微观上,考察是否形成良好的组织,能否提供所要求的性能。此外,还应测定表面熔覆层化学元素的种类和分布,注意分析过渡层的情况是否为冶金结合,必要时要进行质量寿命检测。
研究工作的重点是熔覆设备的研制与开发、熔池动力学、合金成分的设计、裂纹的形成、扩展和控制方法以及熔覆层与基体之间的结合力等。
激光熔敷技术进一步应用面临的主要问题是:
(1)激光熔覆技术在国内尚未完全实现产业化的主要原因是熔覆层质量的不稳定性。激光熔覆过程中,加热和冷却的速度极快,最高速度可达1012℃/s.由于熔覆层和基体材料的温度梯度和热膨胀系数的差异,可能在熔覆层中产生多种缺陷,主要包括气孔、裂纹、变形和表面不平度。
(2)光熔敷过程的检测和实施自动化控制。
(3)激光熔覆层的开裂敏感性,仍然是困扰国内外研究者的一个难题,也是工程应用及产业化的障碍,虽然已经对裂纹的形成扩进行了研究,但控制方法方面还不成熟。
激光熔覆技术的应用
激光熔覆加工技术的适用范围和应用领域非常广泛,几乎可以覆盖整个机械制造业。
目前已成功开展了在不锈钢、模具钢、可锻铸铁、灰口铸铁、铜合金、钛合金、铝合金及特殊合金表面钴基、镍基和铁基等自熔合金粉末及陶瓷相的激光熔覆。
激光熔覆铁基合金粉末适用于要求局部耐磨而且容易变形的零件。镍基合金粉末适用于要求局部耐磨、耐热腐蚀及抗热疲劳的构件。钴基合金粉末适用于要求耐磨、耐蚀及抗热疲劳的零件。陶瓷涂层在高温下有较高的强度,热稳定性好,化学稳定性高,适用于要求耐磨、耐蚀、耐高温和抗氧化性的零件。
下面是激光熔覆技术的几处典型应用:
1、矿山设备及其零部件的制造与再制造
矿山煤机设备用量大、磨损快,由于其工作环境恶劣,零部件损坏速度比较快。激光制造与再制造的煤机设备零部件包括:三机一架。
(1)采煤机:主机架、摇臂、齿轮、齿轮轴、各种衬套、铰接架、油缸、油缸座、导向滑靴、链轮、销轨轮、驱动轮、截齿等。
(2)掘进机:油缸、支架、轴、各种衬套、截齿等。
(3)刮板运输机:中部溜槽、过渡槽、齿轮箱体、齿轮、齿轮轴、螺旋伞齿轮、轴类零件等。
(4)液压支架:油缸、底座和支架等的铰接孔、各种衬套等。
2、电力设备及其零部件的制造与再制造
电力设备分布量大、不间断运转,其零部件的损坏机率高。汽轮机是火力发电的核心设备,由于高温高热特殊的工作条件,每年都需定期对损伤的机组零部件进行修复,如主轴轴径、动叶片等。燃气轮机由于其在高达1300℃的高温条件下工作,经常会发生损伤。采用激光再制造技术将其缺陷全部修复完好,恢复其使用性能,费用仅为新机组价格的1/10。
3、石油化工设备及其零部件的制造与再制造
现代的石化工业基本上采用都是连续大量生产模式,在生产过程中,机器长时间在恶劣的环境下工作,导致设备内元件出现损坏,腐蚀、磨损,其中经常会出问题的零部件包括阀门、泵、叶轮、大型转子的轴颈、轮盘、轴套、轴瓦等,而且这些元件十分昂贵,涉及到的零部件种类也有很多,形状大多数都很复杂,修复起来有一定的难度,但是因为激光熔覆技术的出现,这些问题就都不是问题了。
4、铁路设备及其零部件的制造与再制造
铁路交通运输随社会经济的增长快速发展,新造铁路车辆需求量非常大,对主要零部件的数量和性能要求也在增加。再制造技术作为一种新的资源再利用技术,可以应用于车辆易磨损零件的再制造。而激光表面强化是再制造的核心技术和工艺手段,其中激光表面熔覆技术可以应用于再制造零件表面的修复和强化。
5、其他机械行业设备关键零部件的再制造
其它机械制造业的关键零部件的再制造,涉及的行业包括冶金、石化、矿山、化工、航空、汽车、船舶和机床等领域,针对这些领域中的精密设备、大型设备、贵重零部件磨损、冲蚀、腐蚀部位,使用激光熔覆加工技术进行修复和性能优化。
审核编辑:刘清
-
激光器
+关注
关注
17文章
2514浏览量
60331 -
激光技术
+关注
关注
2文章
221浏览量
22184 -
光纤激光器
+关注
关注
12文章
178浏览量
20044 -
二极管激光器
+关注
关注
0文章
8浏览量
8573
原文标题:什么是激光熔覆技术,有什么特点,又如何应用?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
激光熔覆裂纹的怎么抑制

激光熔覆技术的常见应用行业








 工商网监
工商网监
评论