 CRT六轴双工位激光焊接系统示教编程入门
CRT六轴双工位激光焊接系统示教编程入门
CRT六轴双工位激光焊接系统示教编程入门
移动例程:例程要求(左工位):如图1所示:(1)移动到“点1”,点焊时间1s,激光功率60%;(2)移动至“点2”,点焊时间2s,激光功率80%;(3)移动至“点3”,激光功率90%,从“点3”拖焊至“点4”。
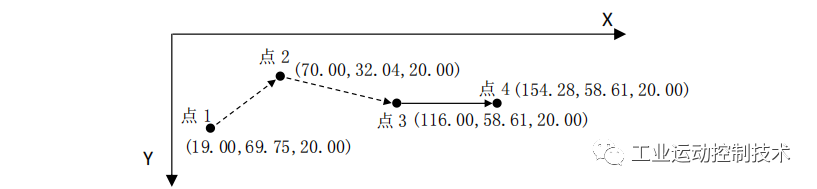
图1
操作步骤如下:
1.开机:上电开机后画面如图2所示;
2.输入工件编号:在“开机界面”下选择“4.工件编号”,再按“确认”键,弹出“请输入工件编号”窗口,以本例1号加工文件为例,在窗口输入“1”后,按“确认”键确认。
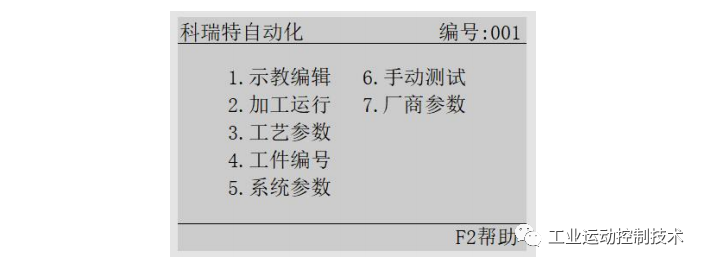
图2
3.进入示教编辑:在“开机界面”下按“1”,再按“确认”键进入“图形浏览”界面,如图3所示。
4.设计工艺流程:根据例程要求设定工艺流程为(1)移动到点1;(2)点焊时间为1s、激光功率为60%;(3)移动至点2;(4)点焊时间为2s,激光功率为80%;(5)移动至点3;(6)由点3开始拖焊至点4,同时进行激光焊接动作;(7)结束。
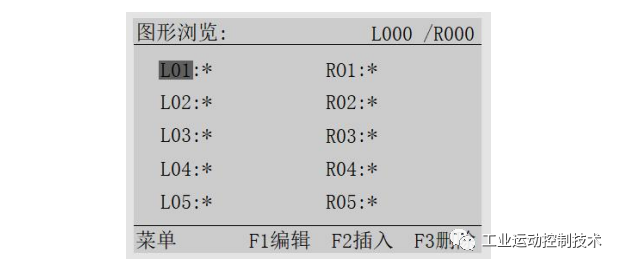
图3
5.编辑工艺程序1:光标选中序号“L01”,按“F1”键,弹出二级窗口“运动类型”,运动类型窗口如图4所示,移动光标选中“点焊”,按“确认”键进入“点焊编辑界面”,点焊功能编辑如图5所示,设置完点焊参数后,按“L-In”键保存对序号“L01”选定功能“点焊”的编辑。第一个图元编辑完毕,如图6所示。
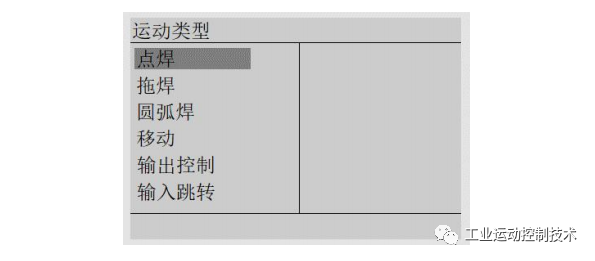
图4
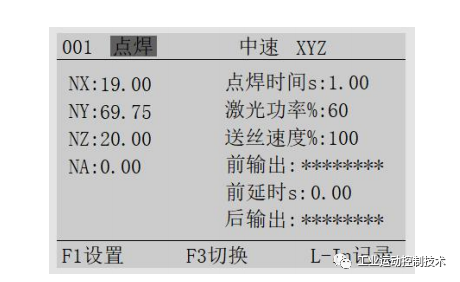
图5

图6
6.编辑工艺程序2:移动光标选中序号“L02”,弹出二级窗口“运动类型”,移动光标选中“点焊”,按“确认”键进入“点焊编辑界面”,点焊功能编辑如图7所示,设置完点焊参数后,按“L-In”键保存对序号“L02”选定功能“点焊”的编辑。第二个图元编辑完毕,如图8所示。
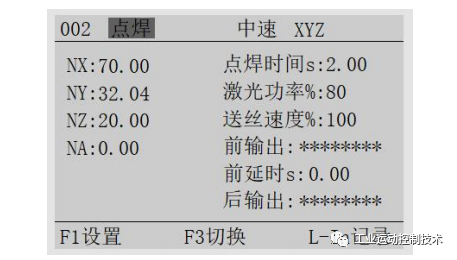
图7
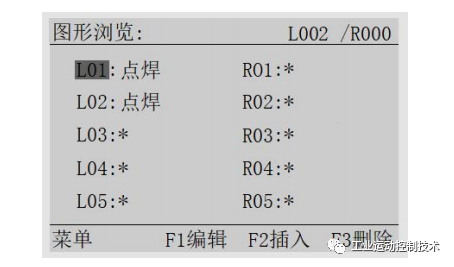
图8
7.编辑工艺程序3:移动光标选中序号“L03”,弹出二级窗口“运动类型”,移动光标选中“拖焊起点”,按“确认”键进入“拖焊起点编辑界面”,拖焊起点功能编辑如图9所示,设置完点焊参数后,按“L-In”键保存对序号“L03”选定功能“拖焊起点”的编辑。第三个图元编辑完毕,如图10所示。
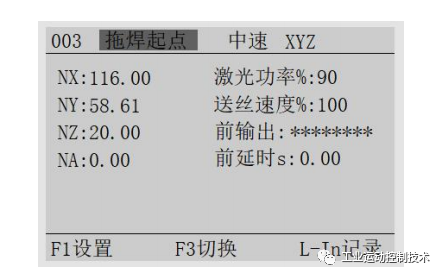
图9

图10
8.编辑工艺程序4:移动光标选中序号“L04”,弹出二级窗口“运动类型”,移动光标选中“拖焊终点”,按“确认”键进入“拖焊终点编辑界面”,拖焊终点功能编辑如图11所示,设置完点焊参数后,按“L-In”键保存对序号“L04”选定功能“拖焊终点”的编辑。第四个图元编辑完毕,如图12所示。
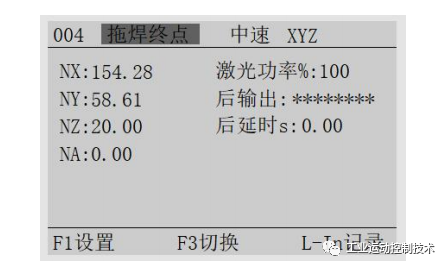
图11

图12
9.运行验证:返回到“开机界面”,点击“RUN(外接按键)”,点击“左工位(外接按键)” (注意:运行前先要确保“各轴系数”和“运行速度”已经设置,且在合理的范围内),可以看到系统依次加工所编辑的四个点。
-
激光
+关注
关注
19文章
3188浏览量
64451 -
crt
+关注
关注
2文章
81浏览量
35902 -
焊接系统
+关注
关注
0文章
21浏览量
3972
发布评论请先 登录
相关推荐
智能拖动示教喷涂机器人:技术革新与未来展望

CRT激光焊接示教系统功能详解及应用场景与效益分析

焊接机器人六个轴分别是什么作用

什么是拖动示教?机器人拖动示教方式分析

协作机器人拽拖示教详解

六轴焊接机器人的操作流程
工作台激光焊接机X, Y, Z,三轴功能的区别与作用



怎样选择双工位气密性检测仪





 工商网监
工商网监
评论