 数控加工定位设计实例分析
数控加工定位设计实例分析

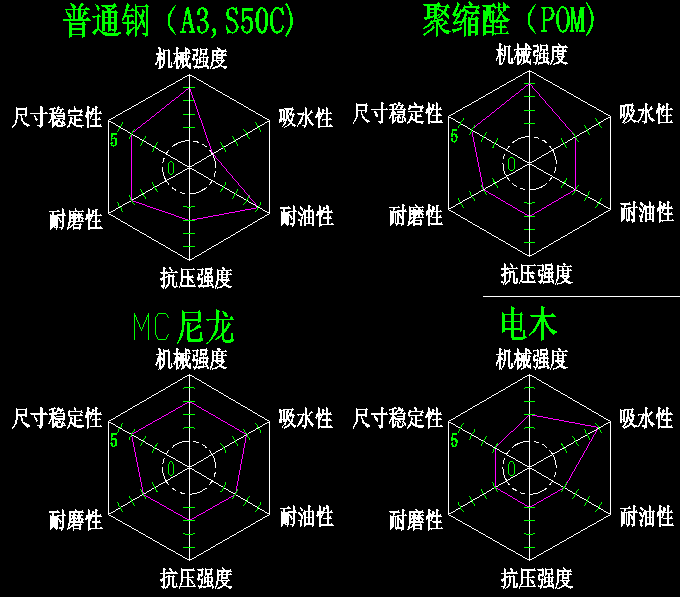
合理设计的前提:了解材料的特性选用合适的夹治具材料。
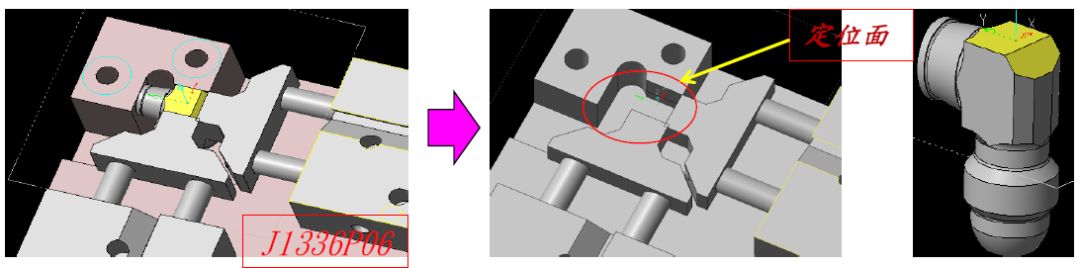
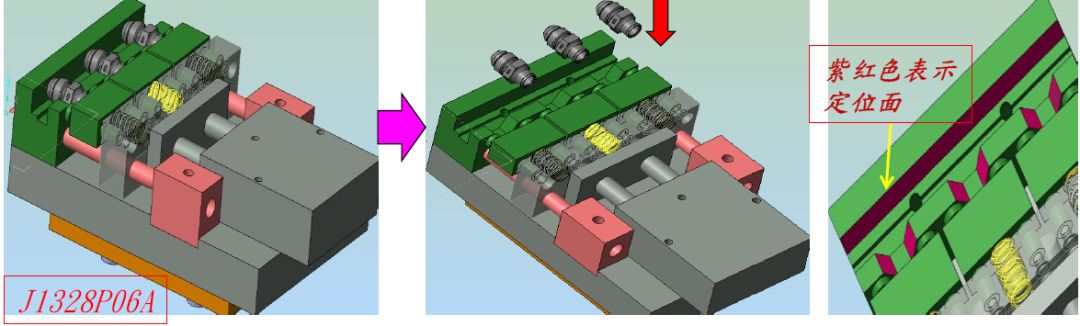
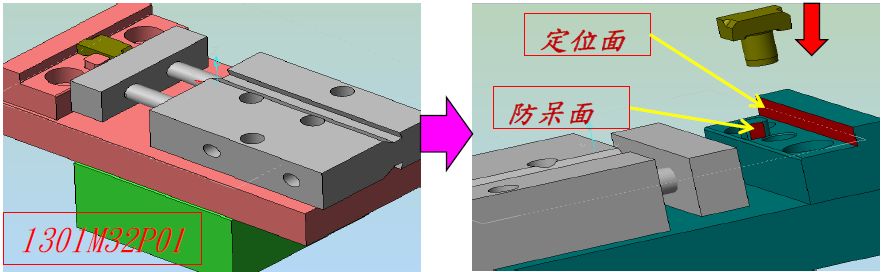
定位方式一 以平面为定位基准的定位方法。定位元件包括支承板,调节支承及浮动自位支承等,以产品面进行定位的方法有下列实例。
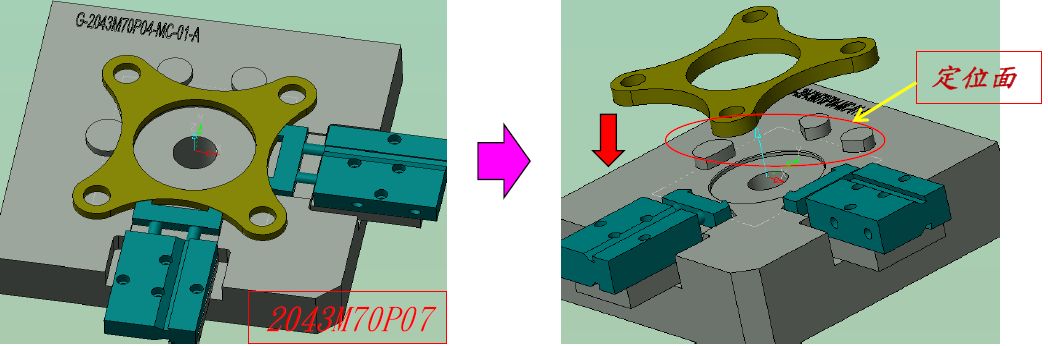
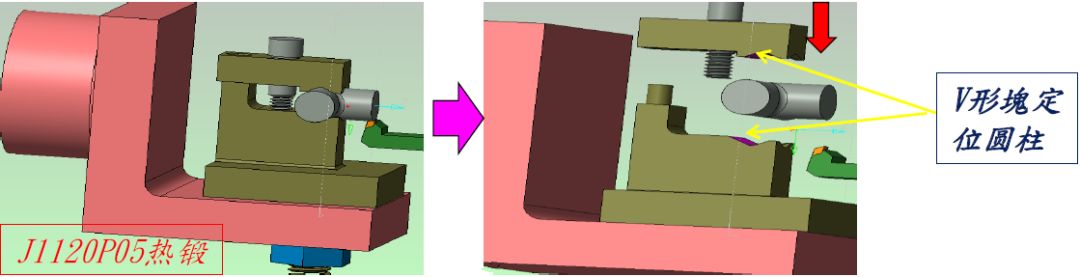
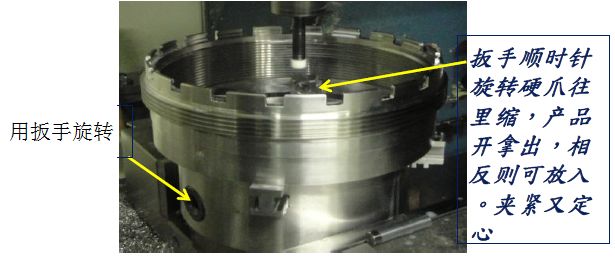
定位方式二 工件以外圆柱面为基准的定位方法及定位元件。以工件的一个外圆柱面作为定位基准时,常用的定位方法是将外圆柱装在圆孔、半圆孔、V形块或定心夹紧机构中。 2.1将外圆柱装在圆孔
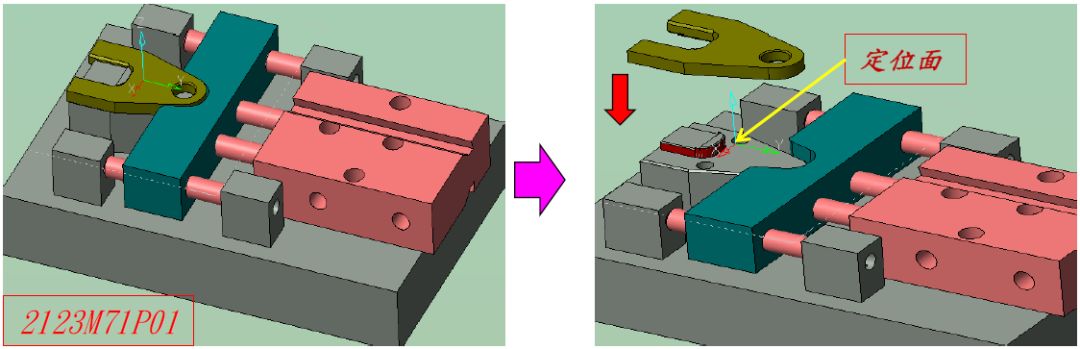
2.2 将外圆柱装V形块
2.3 将外圆柱装在定心夹紧机构中

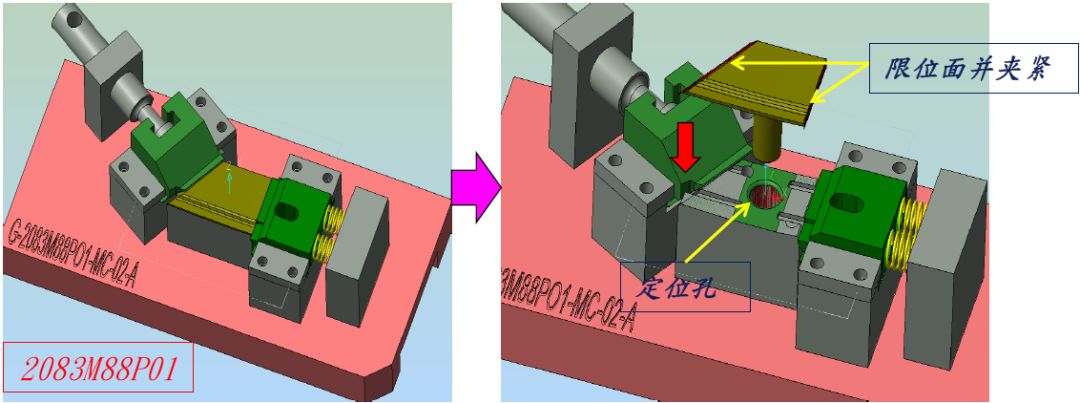
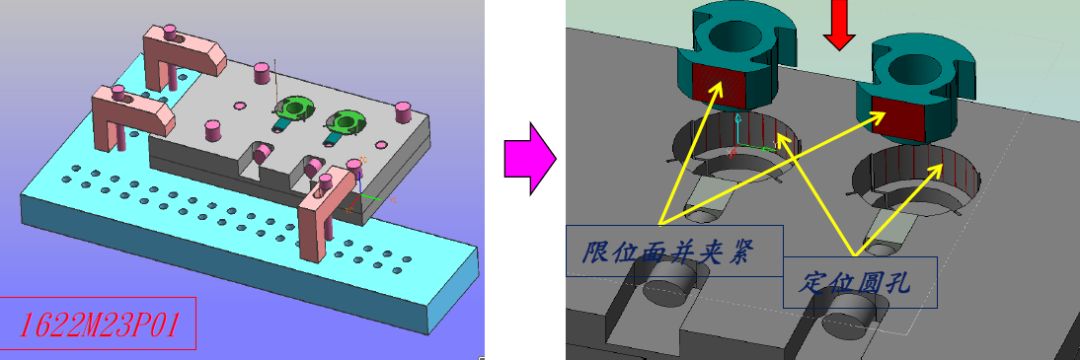
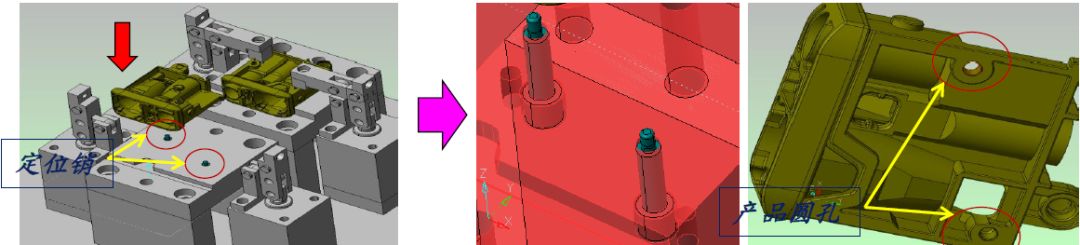
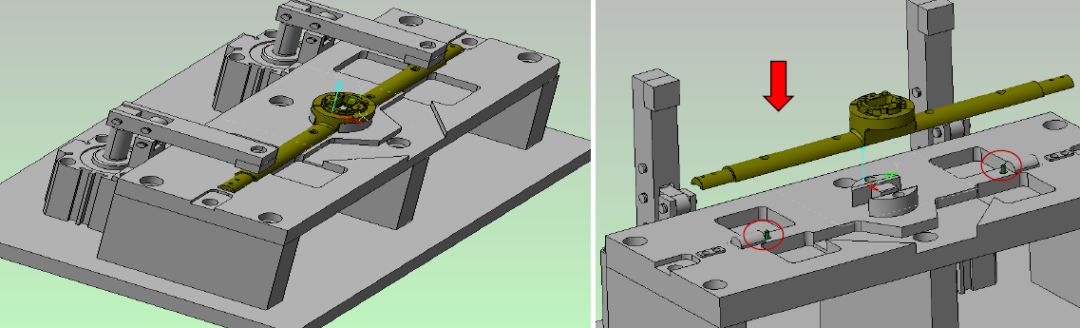
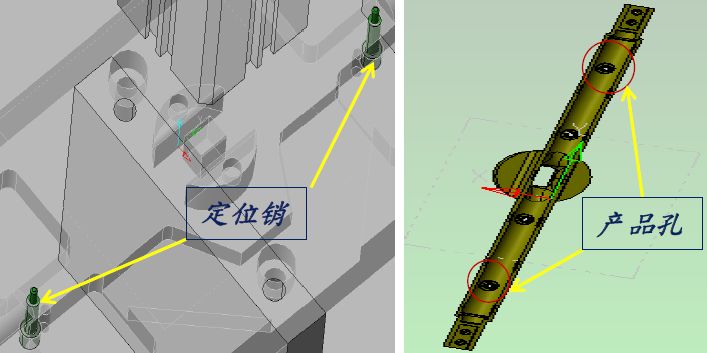
定位方式三 工件以圆孔为定位基准的定位方法及定位元件,定位基准为圆孔时,常用定位销及定位心轴定位。此外,还可利用定心夹紧机构进行定位。 3.1 定位销定位
3.2 定位心轴定位

3.3 定心夹紧机构定位
数控加工中引起加工尺寸产生误差的主要原因有:由于定位基准本身的尺寸和几何形状误差与定位基准与定位元件之间的间隙,以上两种所引起的同批工件定位基准沿加工尺寸方向的最大位移,称为定位基准位移误差。因此设计数控加工用夹具时要注意以下定位要素: 1)工件的六个自由度全部被夹具中的定位元件所限制,而在夹具中占有完全确定的唯一位置,称为完全定位。 2)根据工件加工表面的不同加工要求,定位支承点的数目可以少于六个。有些自由度对加工要求有影响,有些自由度对加工要求无影响,这种定位情况称为不完全定位。不完全定位是允许的。 3)按照加工要求应该限制的自由度没有被限制的定位称为欠定位。欠定位是不允许的。因为欠定位保证不了加工要求。 4)工件的一个或几个自由度被不同的定位元件重复限制的定位称为过定位。当过定位导致工件或定位元件变形,影响加工精度时,应该严禁采用。但当过定位并不影响加工精度,反而提高加工的稳定性。
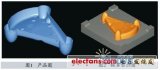
定位设计实例分析
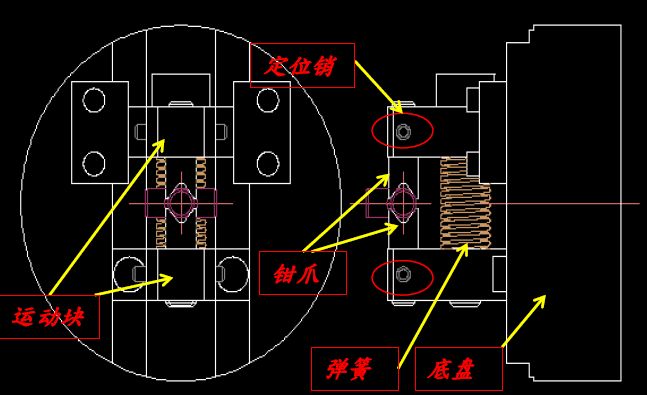
上图中的车床三通夹具,由底盘、弹簧、运动块、钳爪、定位销等组成。从安全角度不难看出夹具有缺陷:夹具装到车床上开始加工时,主轴旋转中心线与夹具安装的定位销垂直,在没有防呆的情况下,主轴旋转定位销会甩出来产生危险。因此工件的定位问题除了注重设计要素之外,也需要了解工艺制程。
编辑:峰会
-
定位
+关注
关注
5文章
1623浏览量
36797 -
底盘
+关注
关注
3文章
303浏览量
15360 -
数控加工
+关注
关注
0文章
62浏览量
11607
原文标题:定位设计经验总结,这些图例都包含了
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
基于UG数控加工的上盖设计



评论