 CRT四轴自动焊接(激光焊接或其他焊接)系统进退刀解释
CRT四轴自动焊接(激光焊接或其他焊接)系统进退刀解释
斜拉抬高
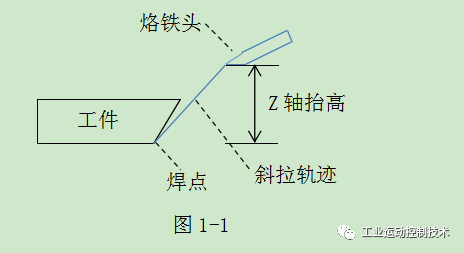
在图形编辑时,点焊和拖焊带有可设置参数【进刀模式】与【退刀模式】。“进退刀模式”是以斜拉进退刀来满足特殊位置的焊点(如图1-1所示)的实际加工工艺:
本系统斜拉模式设计了7种模式(0~6),分别为:
0 -> 无抬高
1 -> 只抬高1(1)
2 -> 只抬高2(2)
3/4/5/6 -> 斜拉模式3~斜拉模式6
⑴进退刀设置:
在手持盒首界面中,选择进入【3.工艺参数】中,按方向键“→”(非轴方向键)切换至下一页,选择进入【斜拉抬高】,斜拉抬高设置如图1-2所示:
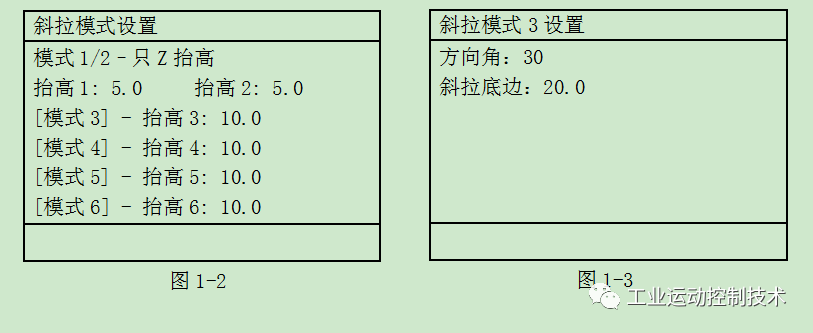
如上图1-2、图1-3所示,斜拉模式设置中有两种不同的参数设置方式。
①抬高1、抬高2:只Z轴抬高,其他轴不做动作,5.0表示用户自定义参数Z抬高量的参数值。
②抬高3~6:不同方向、距离进退刀。10.0表示用户自定义参数Z抬高量的参数值,20.0表示斜拉底边的长度,30表示用户自定义参数方向角的参数值,用于满足不同方向的进/退刀动作。
⑵方向角的使用:
①以X轴正向为0°,且当X轴正向向右,此时基于X轴的Y轴正向向上的角度顺时针增加,Y轴正向向下的角度逆时针增加。
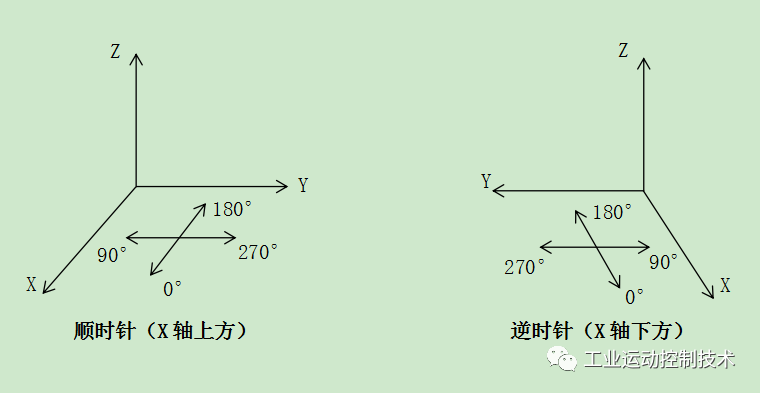
②方向角带正负,当正角为顺时针,负角为逆时针。当正角为逆时针,负角为顺时针。
⑶斜拉抬高实际应用:
无抬高:系统前一点执行结束至待机位后,不执行抬高动作(移动至当前记录点上方),直接移动至当前记录点的位置。
只抬高1、只抬高2:系统前一点执行结束至待机位后,以空程速度移动至当前记录点高度上方(由设定的高度值决定),然后以进刀速度,Z轴移动至设定位置(加工点)。
抬高3~6:系统前一点执行结束至待机位后,以空程速度移动至当前点(设定位置)的斜拉上方,然后XYZ以进刀速度移动至设定位置;斜拉上方以Z轴抬高设定量、斜拉底边、方向角自动计算得出的XY偏移量决定;
举例说明:
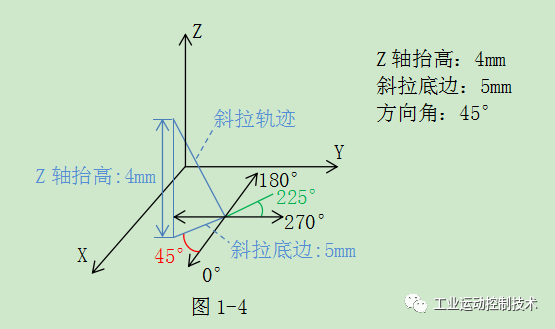
在图1-4中,Z轴抬高设定为4mm,斜拉底边设置为5mm,方向角设定为45°,执行进/退刀动作时,运动轨迹如图1-4中的斜拉轨迹(蓝色线)所示。其中Z轴抬高是用户设定的Z轴的抬高高度,斜拉底边是用户设定的XY轴直线距离。当方向角a设定为0,斜拉上方位于加工点的(X,-Y)方向,如图1-4中斜拉轨迹(蓝色线)所示。当方向角a设定为180<270时,斜拉上方位于加工点的(-X,Y)方向,如图1-4中绿色线所示。其他角度以此类推。

CRT激光焊接示教系统
-
crt
+关注
关注
2文章
80浏览量
35860 -
焊接
+关注
关注
38文章
3057浏览量
59581 -
点焊
+关注
关注
1文章
50浏览量
14006
发布评论请先 登录
相关推荐

创想智控激光焊缝跟踪系统协同焊接专机自动化焊接灭火器罐的应用


激光焊接技术在焊接微创手术刀的应用
激光焊接技术在焊接微创手术刀的工艺优势

激光焊缝跟踪系统:提升焊接效率,确保焊接质量

为什么手持激光焊接机焊接必须使用保护气体?

激光焊接机焊接剃须刀片的技术工艺


激光焊接的焊接方式及优势?





 工商网监
工商网监
评论