 Modbus转Profinet网关应用在自动上料机配置案例
Modbus转Profinet网关应用在自动上料机配置案例
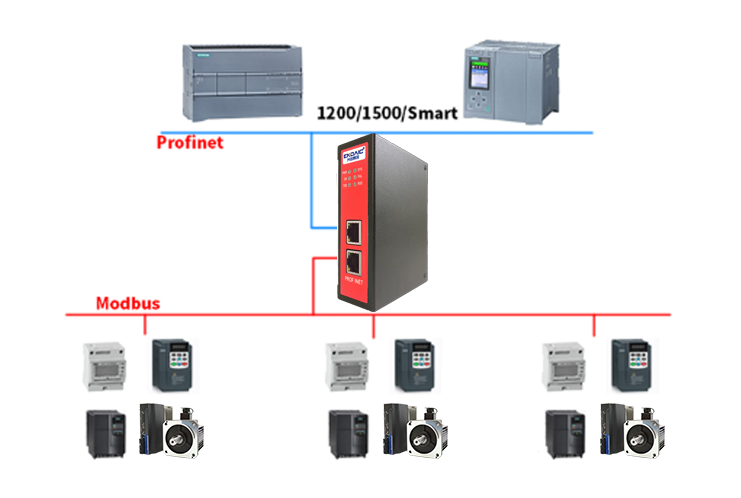
该案例中的自动上料机通过使用Modbus转Profinet网关实现了与1200PLC和G120变频器的通信。这种通信方式能够实现设备之间的数据交换和控制命令传输,大大提升了自动上料机的运行效率和精度。通过使用该网关,1200PLC可以准确地向G120变频器发送控制命令,从而实现对变频器参数的控制和调节。同时,该网关还能够实时获取G120变频器的运行状态和相关数据,以保证自动上料机的正常运行。

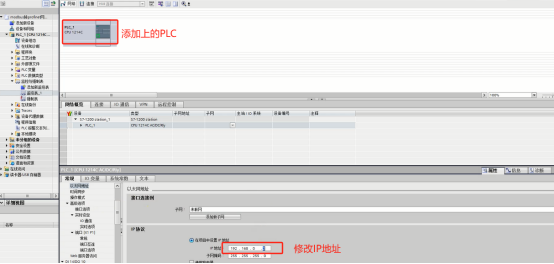
打开博图加载PLC,在这里使用的是1200PLC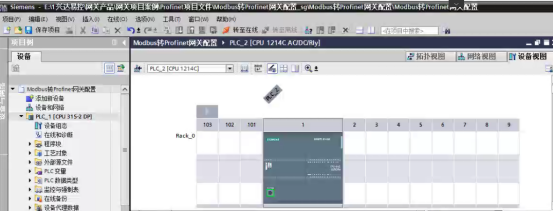
配置PLC的IP地址(PLC的IP地址要与本机IP地址保持在同一网段上)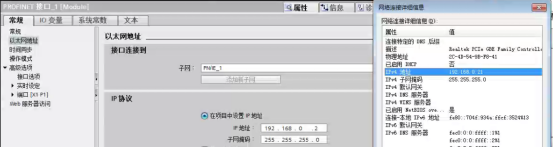
添加GSD文件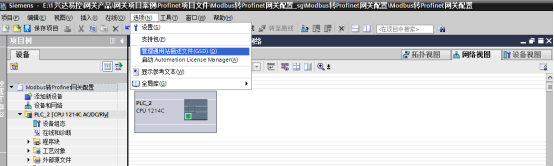

找到网关驱动并双击添加到博图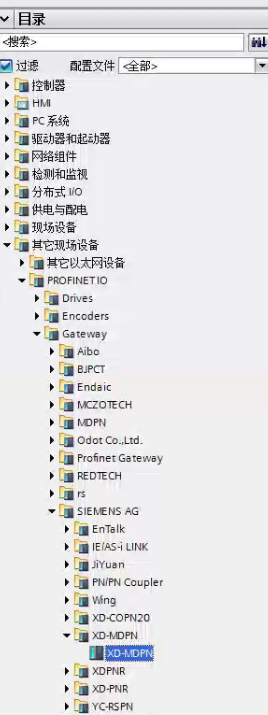
点击选择并将modbus转profibus网关驱动接口与1200PLC相连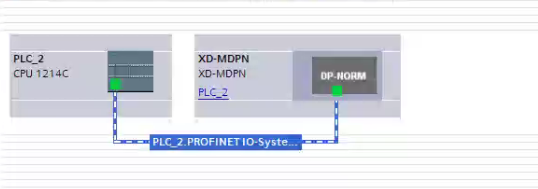
配置网关IP地址(网关IP地址与PLC保持在同一网段上)
在设备视图下点击硬件目录,选择读4个数据长度,写4个数据长度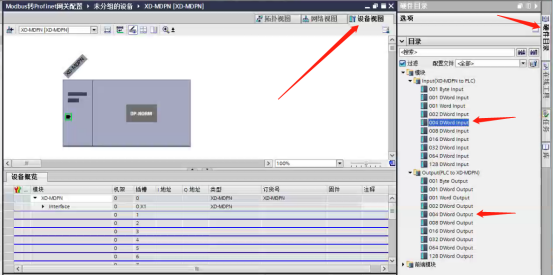
双击进入设备视图,右击网关进行分配设备名称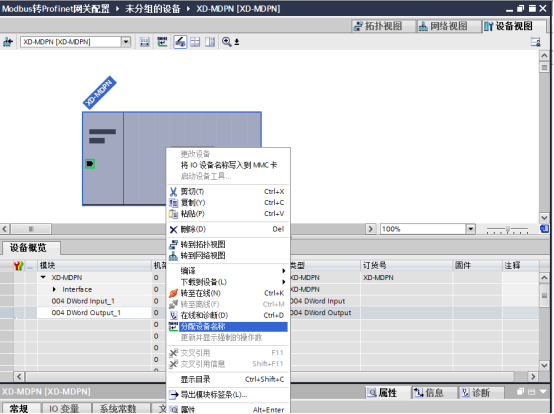
点击更新,自动搜索到设备,点击分配设备名称即可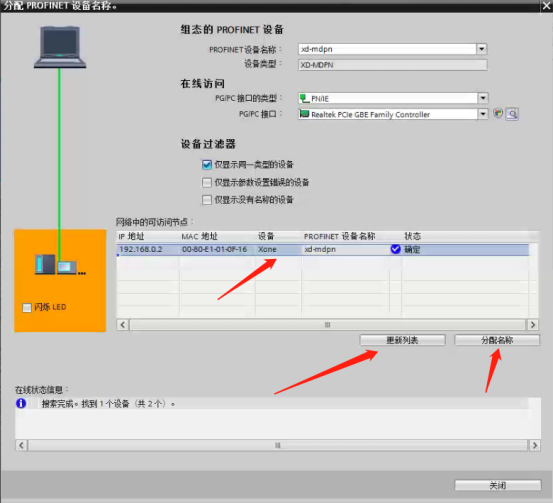
下载到组态到PLC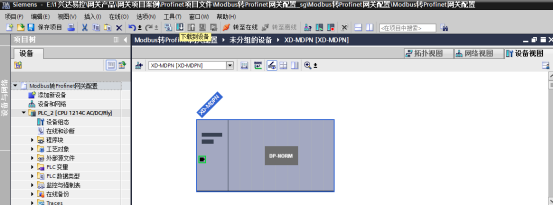
选择PN/IE_1,点击开始搜索,选择搜索到的设备,点击下载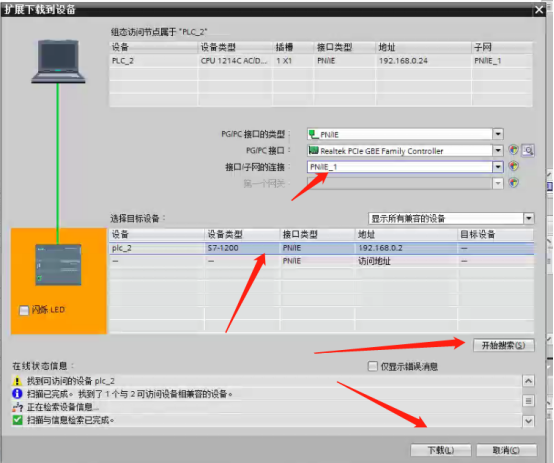
组态下载到PLC(按照提示操作即可完成)
打开网关调试软件新建工程并添加网关设备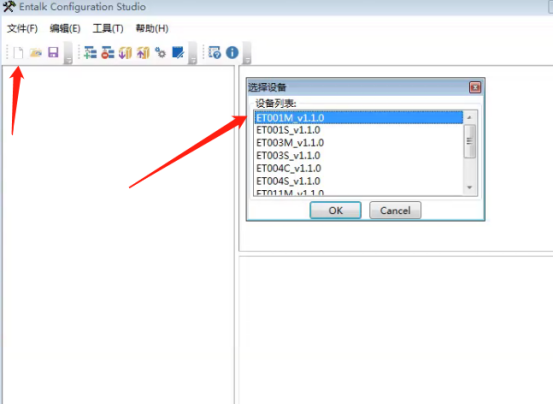
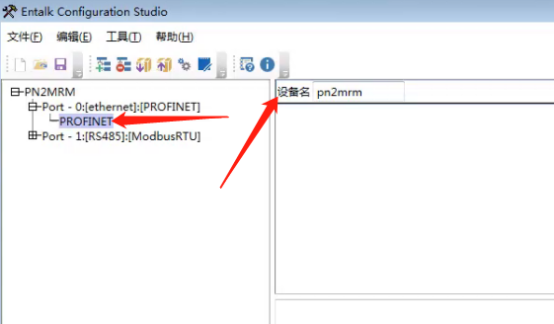
打开PN2MRMI下拉菜单,点击HPort - O:[ethernet]:[PROFINET]设置IP地址;点击PROFINET修改网关设备名称(应与博图配置的网关名称保持一致)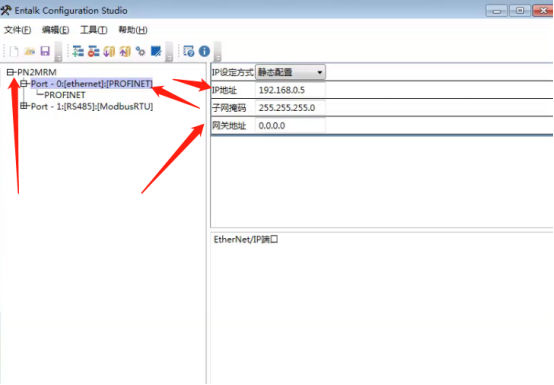
打开Port - 1:[RS485]:[ModbusRTU]下拉菜单,点击ModbusRTU设置波特率,数据位,校验位,停止位
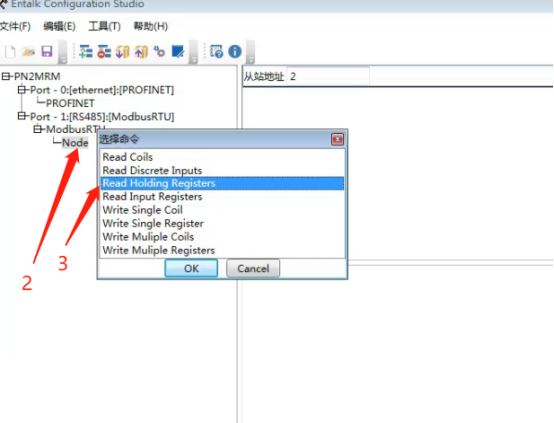
右击ModbusRTU插入节点,设置从站地址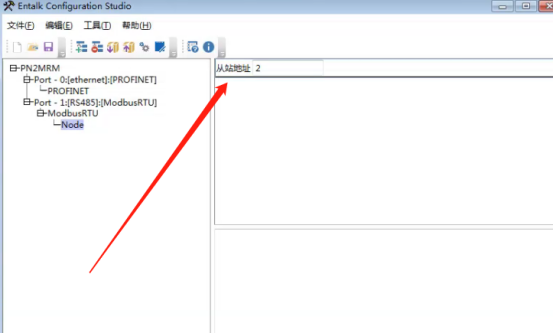
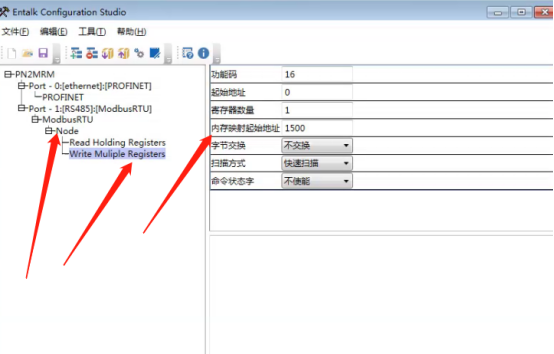
右击在Node下插入读写数据长度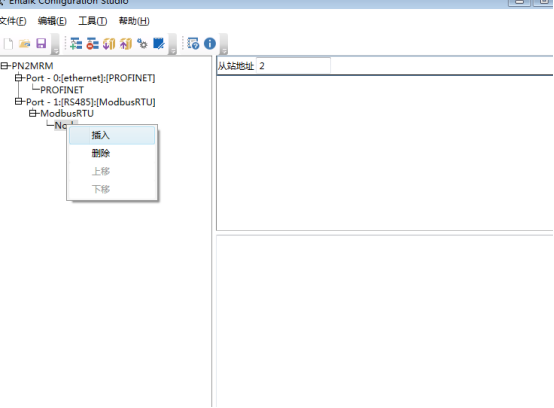
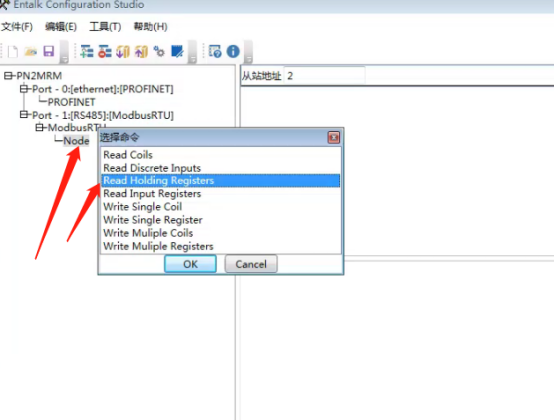
设置功能码,起始地址,寄存器数量,寄存器映射起始地址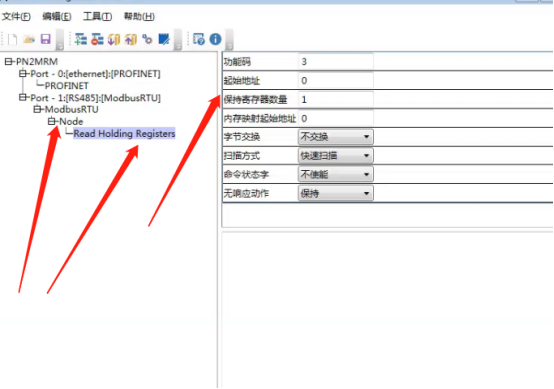
在工具栏下找到通讯设置,搜索IP地址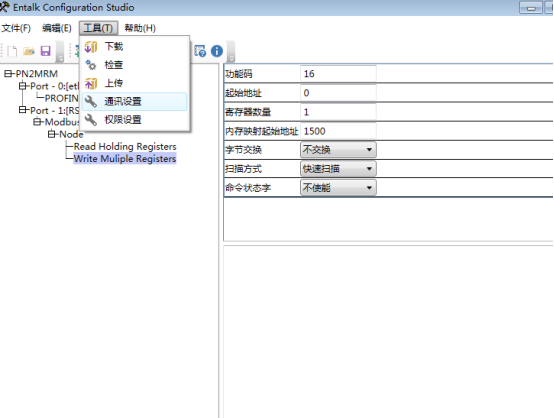
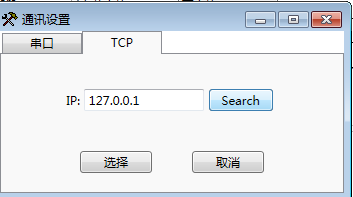
点击下载即可完成网关与从站配置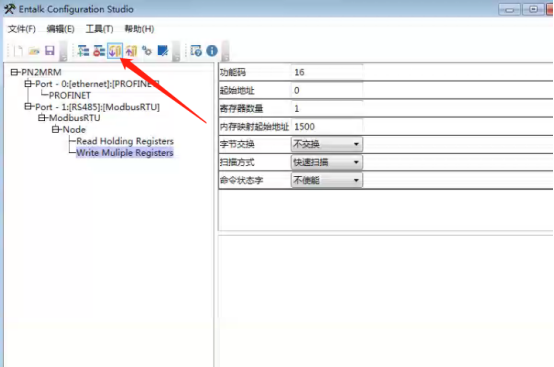
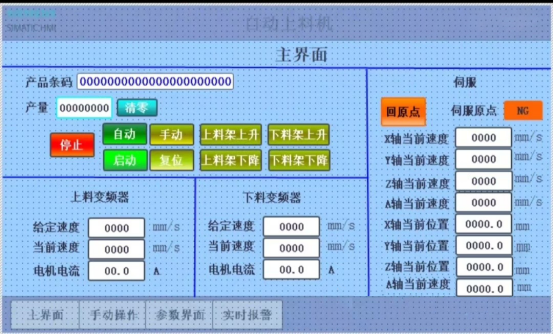
触摸屏显示画面
这是关于Modbus转Profinet网关在自动上料机上的应用案例,连接了1200PLC和G120变频器进行通信。这种配置使得自动上料机能够高效地工作并实现自动化控制。Modbus转Profinet网关作为中间设备,将PLC和变频器之间的通信进行了转换和协调,确保信息的准确传输和实时监控。通过这种应用案例,不仅提高了生产效率和自动化水平,还节省了人力资源和成本。这种解决方案在工业自动化领域得到广泛应用,为各类生产设备的智能化管理提供了有力支持。

审核编辑 黄宇
-
MODBUS
+关注
关注
28文章
1762浏览量
76843 -
网关
+关注
关注
9文章
4308浏览量
50951 -
Profinet
+关注
关注
6文章
1067浏览量
23328
发布评论请先 登录
相关推荐
Modbus协议转Profinet协议网关与气体监测系统配置案例


Modbus转Profinet网关替代伺服ethercat通讯现场调试案例

Modbus TCP转Profinet网关配置案例
RS485Modbus转Profinet网关在工业现场的应用优势
Modbus转Profinet网关揭秘!升级工业自动化!

MODBUS转PROFINET网关与全数字交流伺服配置案例

Modbus转Profinet网关实现Modbus设备与Profinet设备的无缝连接

Modbus转Profinet网关解决设备通讯不稳的问题


Modbus转Profinet网关的解决方案推荐

上位机通过Modbus转Profinet网关与变频器通讯应用在卷材机上案例






 工商网监
工商网监
评论