 基于西门子S7-1500冗余PLC的污水处理厂自动控制系统设计
基于西门子S7-1500冗余PLC的污水处理厂自动控制系统设计
摘要:本文介绍了一种基于西门子S7-1500冗余PLC的污水处理厂自动控制系统,包括该项目的软硬件设计、上位机WINCC的应用以及网络结构。
(一)项目概述
随着我国经济的迅速发展,工业化进程越来越快再加上人们生活水品的提高,工业以及生活污水的排放日益增多,如何才能保护水资源让其循环利用达到节能减排,是目前急需解决的,正是污水处理项目对水资源的改善以及人民生活水平的提高有着重大的意义。而冗余的控制系统可以减少故障停机时间提高系统稳定性,将大大提高污水处理的效率。
此项目是四川省乐山市井研县第二污水处理厂,工程范围为污水处理自控系统设计、供货、安装、编程调试,包含厂区主站控制系统,中控室上位机,将厂区第三方设备预留的硬接线以及通讯接入总控室,组成污水处理系统(包含深床反硝化、精准曝气系统等),主要采用了西门子1515R冗余PLC,每日可以稳定处理22000t污水。
(二)工艺流程
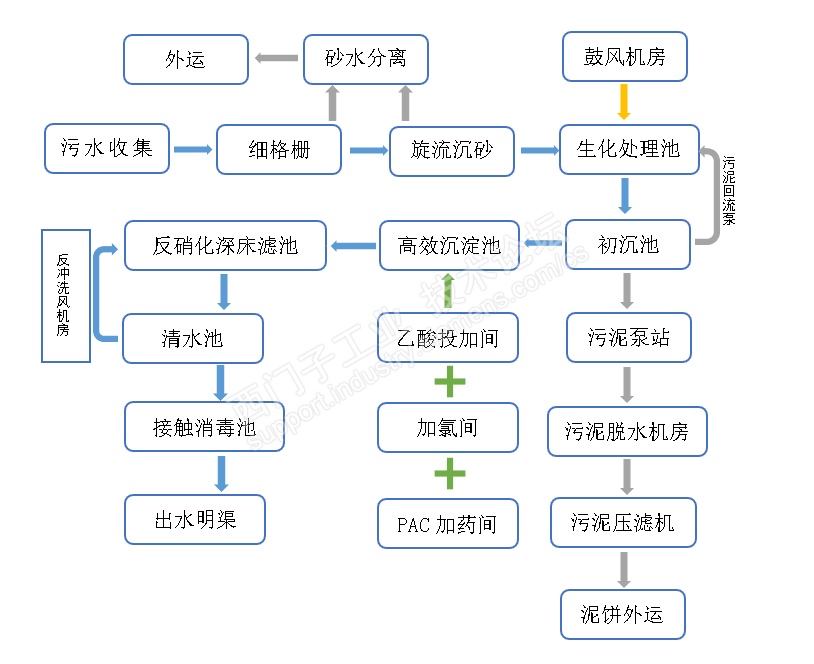
此污水处理采用了多级的生化反应处理、高效沉淀、深床反硝化以及接触消毒,污泥采用了浓缩、脱水以及压滤等进行处理。该厂工艺流程如下图所示:
(三)选型方案
根据污水处理厂现场情况,主要有以下需求:
(1)需采用冗余系统、包括控制器冗余、电源冗余以及不间断电源,保障在部分硬件出现故障能够及时切换到备用模块,在工厂出现断电异常保障系统正常运转,实现系统的稳定可靠且连续的运行。
(2)IO点数有大于15%裕量。
(3)两台现场级控制柜可操作。
(4)中控室远程监控以及操作,包含两个操作员站以及一台工程师站。
PLC系统主要材料选型表如下图:

(四)硬件配置及系统结构
该自控系统最终设计采用包括:
(1)1515R冗余CPU,为了实现更高的可用性。在冗余操作的系统中,即使有个别自动化组件出现故障也不会妨碍污水的连续处理。两个CPU将并行处理相同的项目数据和相同的用户程序。两个CPU通过冗余连接进行同步,如果一个CPU出现故障,另一个CPU就会接替它对整个自控系统进行控制;
(2)ET200MP分布式远程IO控制站,PLC1柜主要控制污水收集至生化处理段工艺,PLC2柜主要控制沉淀工艺、添加剂处理以及污泥处理工艺段。现场层的两套分布式IO通过IM155-5 PN HF高性能接口模块将IO模块(具有 IP20 防护等级,采用和 S7-1500 相同的I/O 模块,具有很好的通用性集成到各自的远程站)。分布式设备通过PROFINET和上层的可编程控制器1515R冗余CPU实现快速的数据交换,开放的PROFINET通讯标准,给自动化系统带来灵活的连接方式。统一的工程开发,透明的诊断,完美实现与PLC和HMI在博途中的集成;
(3)现场触摸操作屏采用西门子TP1200精智12寸面板 ,与S7-1500控制器完美协同,将各个远程站的数据(包括流量、水质、溶解氧、液位等)显示在触摸屏上面,可满足实时显示现场设备运行状态并且远程点控设备,方便现场人员整体操控;
(4)中控室包括一台工程师站和两台操作员站,采用编程组态软件有:WinCC 7.4、博途V16.0。其中WinCC集成图形系统、报警消息系统、归档系统、报表系统、用户管理系统以及脚本系统。完美解决污水处理厂的流程显示、组显示、报表显示、趋势显示、报警记录等。在各个操作站试图中可以自动控制、点动控制现场设备并监控其运行状态,参数设置等。其中博途V16.0完美兼容1500冗余CPU,包括在线下载程序无需停机、CPU高版本固件更新、在冗余环外组态S1设备等,提高本次调试效率也方便后期污水处理厂电气工程师的维护工作;
(5)网络部分包括:1515R冗余环网中有支持冗余的2台光纤交换机,WINCC监控系统包括两台支持环网冗余的光纤交换机以及2台光电转换器用作与第三方CPU通讯;
(6)第三房设备包括:
由200smartCPU控制的鼓风机自动控制系统、污泥脱水系统、PAC加药、加氯和乙酸钠投加系统;
由S7-300CPU控制的反硝化深床滤池和反冲洗风机房自动控制系统;
由K37环保数采仪采集的进出水水质检测设备。
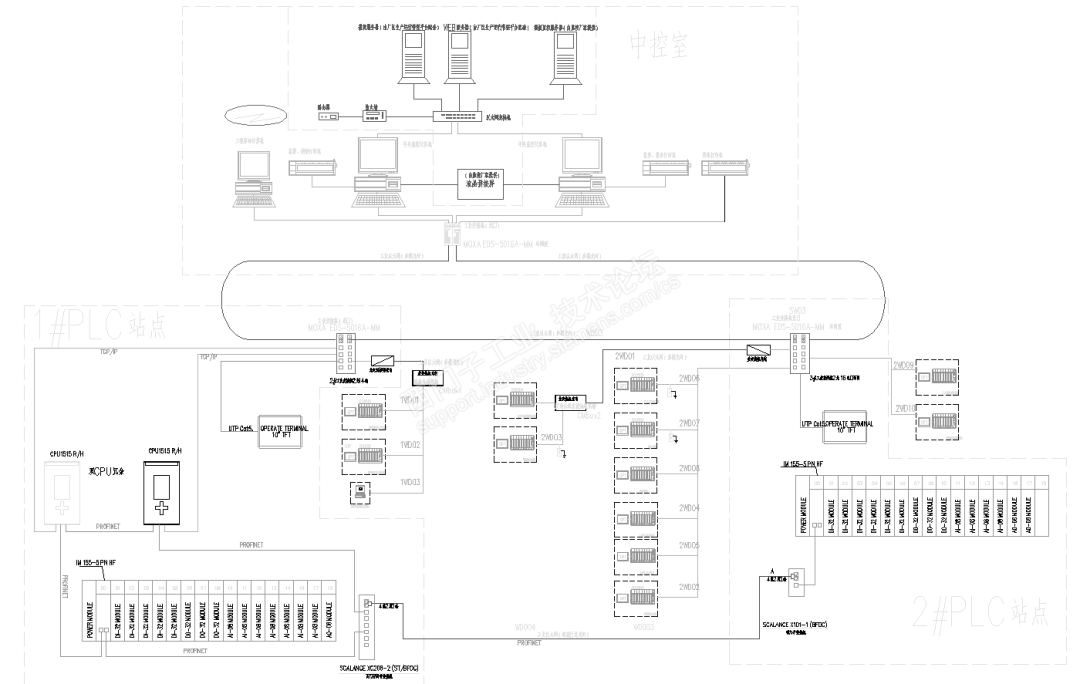
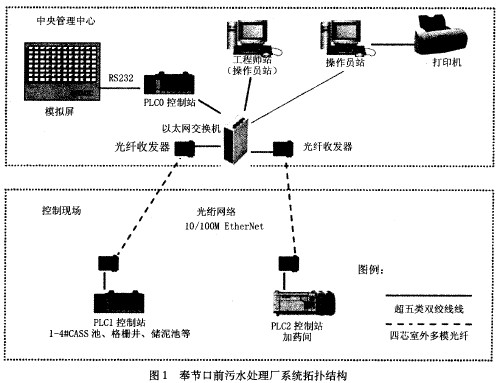
(7)该自动控制系统网络结构如下图所示:
(五)软件开发
本次调试内容主要为:主站控制系统手自动程序编写、触摸屏运行画面组态;中控室WINCC画面组态与第三方设备通讯;PLC与第三方设备通讯。
(1)组态设备:
通过博途软件对主站1515R冗余控制系统进行组态,需要注意的有:
对于1515R冗余CPU组环网必须用X1,同时X1 PR2口需要互相连接用作冗余CPU的同步,而且在这之间不能连接其他的设备;
在MRP环网中的设备必须支持MRP环网功能,尤其是环中的交换机需要支持MRP环网以及转发功能,同时需要对交换机的冗余端口、IP地址进行设置,如此才能方便与环外设备通讯;
在本项目中采用了双网段,X2所在网段用作与上位机通讯,需要启用系统IP,以便上位机与冗余系统通讯;
对组态的设备需要分配对应的IP地址和介质冗余角色。
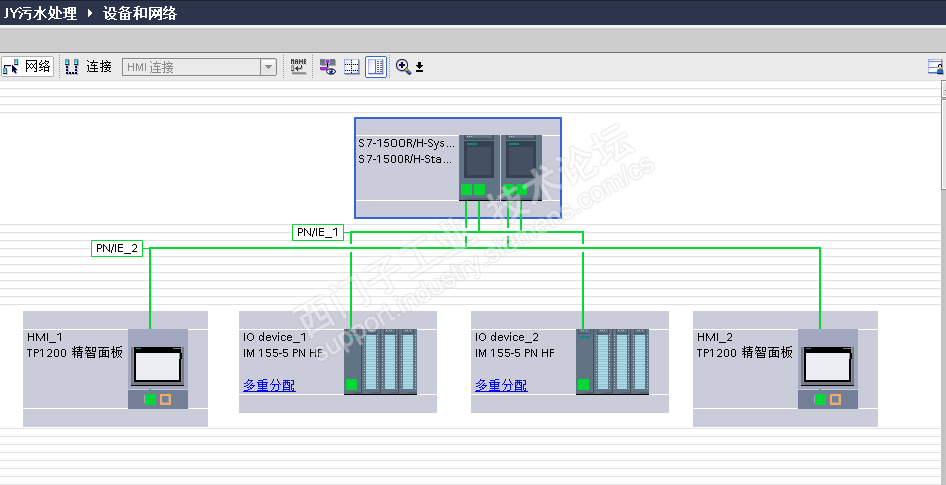
组态硬件设备如下图所示:
(2)控制方式:
现场设备的主要控制方式为:
通过采集到的本地远程信号来决定设备是由现场操作箱控制还是由PLC自动控制系统控制;
通过采集到的运行和故障信号来反馈现场设备的运行状态;
通过采集到的现场模拟量信号包括:液位、水质、溶解氧等的变化来自动控制相关设备的启停;
通过采集到的模拟量信号来反映污水处理的情况是否达标以及生产量;
通过自控系统给定模拟量信号来控制相关阀门开度、电机转速等。
(3)程序编写:
此项目主要采用了梯形图的编程方式,程序主要包括:程序调用快、模拟量块、电机块、自动逻辑块、自定义公共块。由于此项目包含大量电机和阀门,而且各自运行的方式大致一样,所以此项目编写了公共的电机FB块和阀门FB块,同时较多的仪表我们采用了公共的模拟量处理FC块来进行转换。对于1515R冗余CPU的程序下载,需要注意的有:
通过博途V16将CPU固件升级至V2.8版本,才可在设备运行时备份,而无需中断运行过程。设备不间断运行可有效地降低设备停机时间,保证每日的污水处理量。
冗余PLC第一次下载时,在下载窗口不显示主备关系,只显示MAC地址,此时要根据冗余PLC上的显示面板查看主备关系,找到主PLC对应的MAC地址,下载时再根据MAC地址选择正确的主PLC执行下载,如果选择备PLC下载操作将无法执行。
(4)HMI控制:
此污水处理厂现场设备控制有两个PLC柜,每处都有一台精智面板,通过博途平台与1515RCPU完美协同,集成在一个项目中编程调用变量,对于1515R冗余CPU与HMI连接,需要注意的有:
在新建连接时,在网络视图中点击连接,连接HMI与CPU时会弹出黄色选择框,连接伙伴需要选择S7-1500R/H systerm;
需在网络组态中将网段设定与PLC第二网段一致;
注意像此类环网设备的介质冗余角色我们统一设定为环网中无设备。
上位机部分操作画面如下图所示:

(六)中央控制室
中央控制室使用分散控制站显示实际的过程界面和控制功能,主要是集中检测和控制流程,同时可以报告运行状态。画面主要包括:
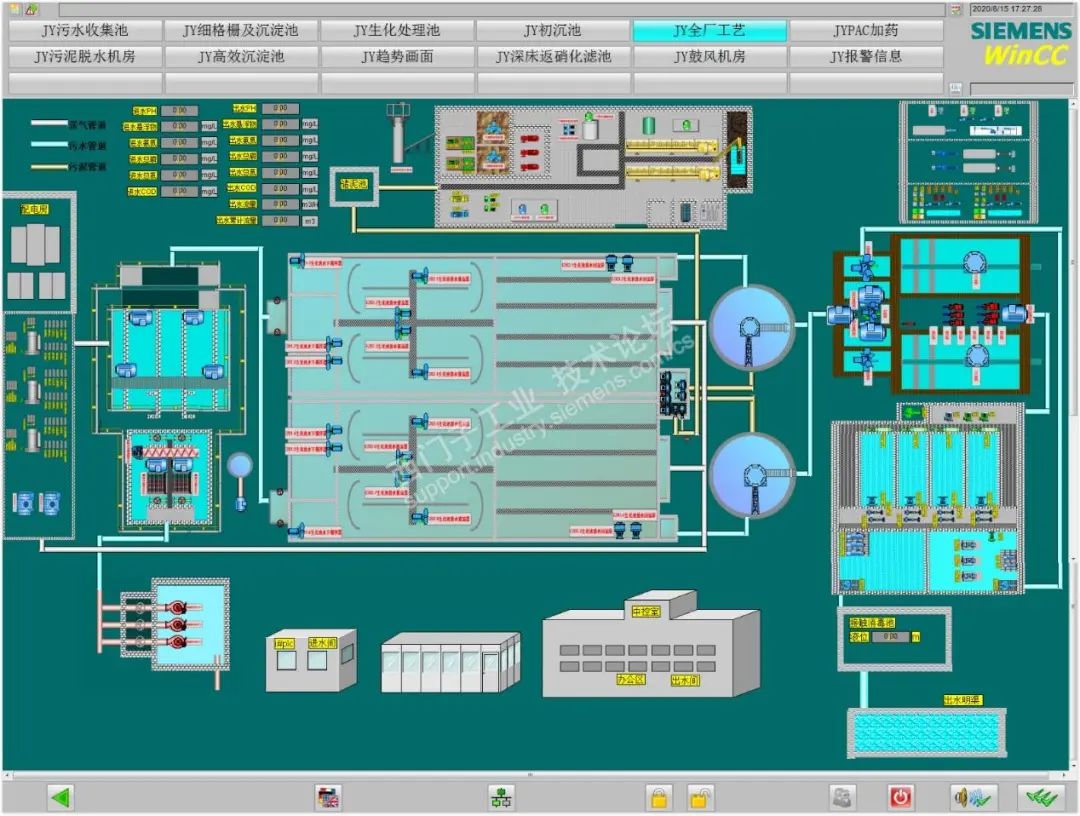
(1)总工艺流程图,提供了整个污水处理厂的视图,以及电机、阀门、仪表显示;
(2)组显示,分别显示各个处理系统,如:生化处理系统、加药系统、污泥脱水系统等。而且能够直接操作其中的设备和显示仪表参数;
(3)趋势显示,可以显示污水处理厂所有的仪表参数,实时更新,通过曲线图来显示时间轴也可移动和放大;
(4)报警&事件显示,包括液位限制警告、添加剂警告、电机故障、温度报警、通讯故障等。
主要工艺的WINCC画面如下图所示:
(七)第三方设备通讯
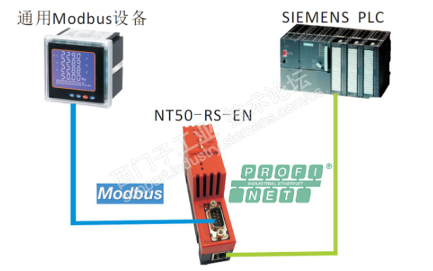
需要注意的是1515R V2.8版本是不支持PUT/GET指令的。该污水处理厂第三方设备仅要求在中控起到监视的作用即可,对于西门子200smart和S7-300CPU我们直接将其跟WINCC通讯。其中200Smart采用OPC服务器与WINCC建立通讯,315CPU与WINCC通过TCP/IP建立通讯。与第三方数据采集仪的通讯时通过NT50网关将MODBUS转换为PN IO设备,将其GSD文件在博途中安装,与其他S1设备一样组态,再与1515R通讯(MRP环外)。
(八)小结
1515R冗余控制器,适合类似于该污水处理厂的中型项目。1515R采用了透明化的编程方式,使用博途V16编程,将程序下载至冗余系统。通过系统IP与精智面板和上位机WINCC连接简单快捷,无需额外工作。此外该系统采用了PROFINET系统冗余,支持S2冗余功能的设备连接到CPU组成了冗余通讯,即使网络发生中断也能保障设备的正常运行。由于1515R不支持PUT/GET指令,就不太方便与西门子PLC做S7通讯。好在该项目中200smart和S7-300CPU只需与WINCC建立。最终经过调试,该冗余系统运行平稳,为井研第二污水处理厂的可靠运行提供了有力保障。正好借此机会给大家分享一下,有不足之处请多指教。
审核编辑:汤梓红
-
控制器
+关注
关注
114文章
16830浏览量
182168 -
控制系统
+关注
关注
41文章
6739浏览量
111592 -
plc
+关注
关注
5028文章
13591浏览量
470581 -
西门子
+关注
关注
98文章
3113浏览量
117438
原文标题:西门子S7-1500冗余PLC自控项目实例分享
文章出处:【微信号:中泰PLC自动化教学,微信公众号:中泰PLC自动化教学】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
基于S7-400的污水处理自动控制系统的设计方案
用WinCC构建的污水处理厂综合自动控制系统
基于PLC的DCS控制系统在污水处理厂中的应用
S7-300PLC在BAF法污水处理控制系统的应用

城市污水处理厂多期实施控制系统的实现

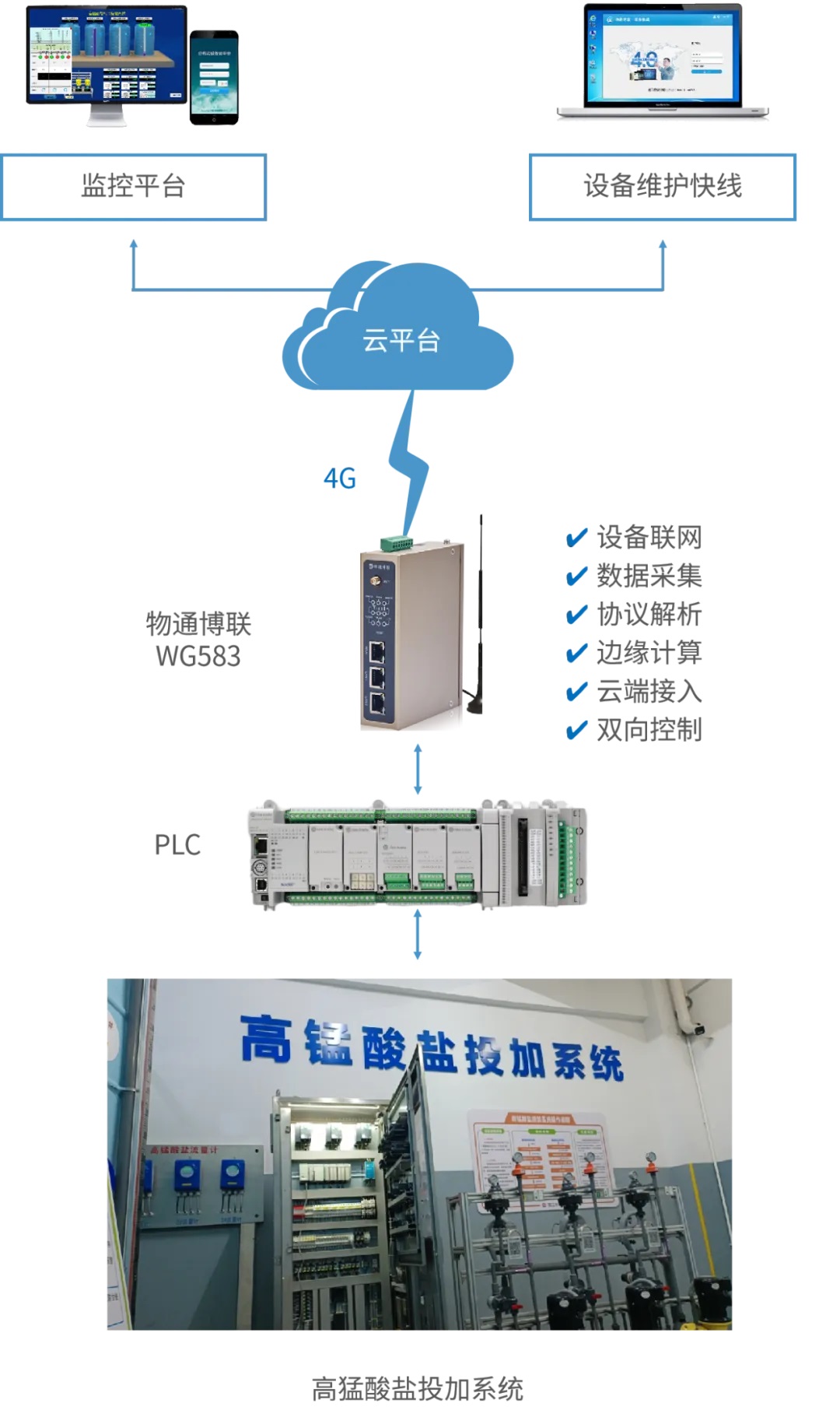
西门子PLC水处理系统如何实现数据采集远程监控?
西门子PLC S7-1500系列的工艺模块说明
基于西门子PLC技术的污水处理厂控制系统

西门子PLC S7-1500系列介绍






 工商网监
工商网监
评论