 形位公差怎么检测?是在机床上检还是在检测台上检?
形位公差怎么检测?是在机床上检还是在检测台上检?
机床加工工件的形位公差可以在机床上在机测量,也可以在检测台上检测。
在机测量主要使用PO系列机床测头系统,在机测量系统是利用测头与待测物体的碰撞来确定接触点的位置信息的。由于利用了机床数控系统的功能,又使得数控系统能及时得到检测系统所反馈的信息,从而能及时修正系统误差和随机误差,以改变机床的运动参数,更好地保证加工质量,促进加工测量一体化的发展。
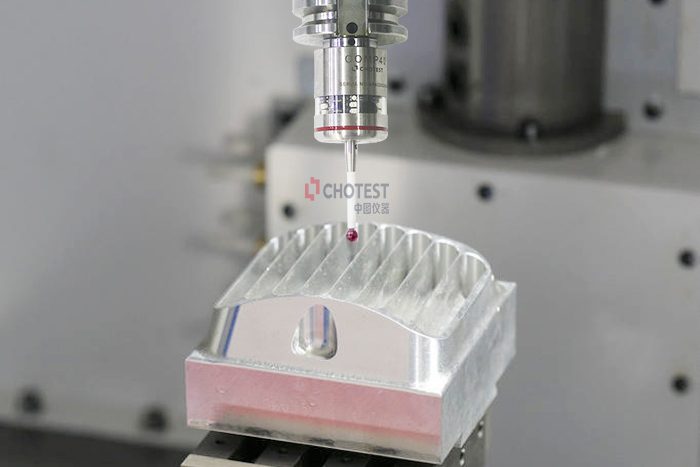
放到机台上检测的话,就是工件加工完以后取下来放置于三坐标、轮廓仪、闪测仪等尺寸测量仪器上来检测。
在机测量检测结果实时反馈,自动回补加工参数,缩短修正时间,缩短加工周期,减少废品,降低昂贵的原料成本 。提高一次装夹加工产品尺寸合格率,减少工件流转和二次安装的时间,避免二次装夹的误差。
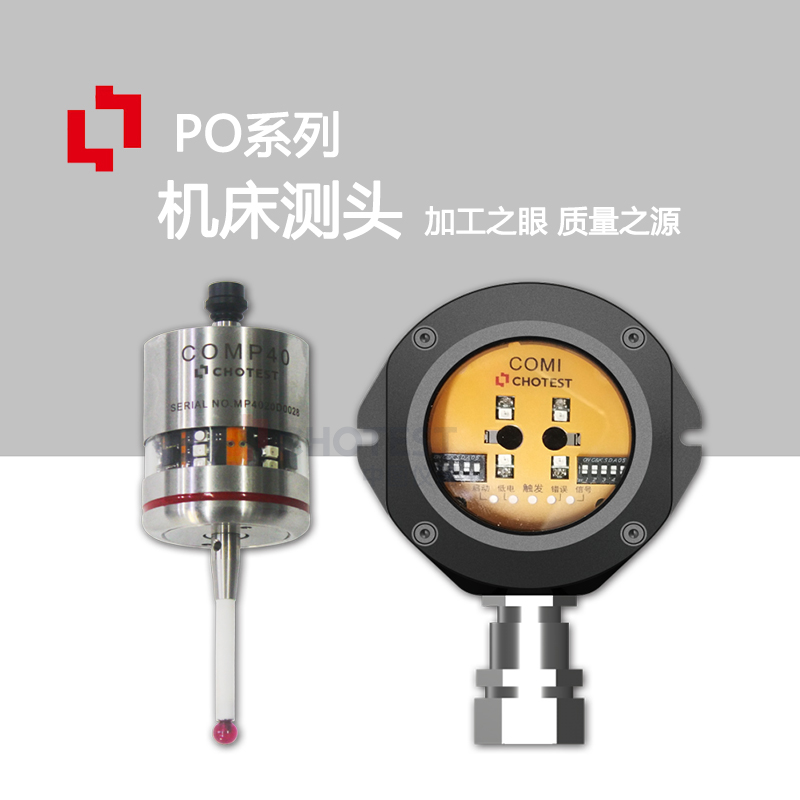
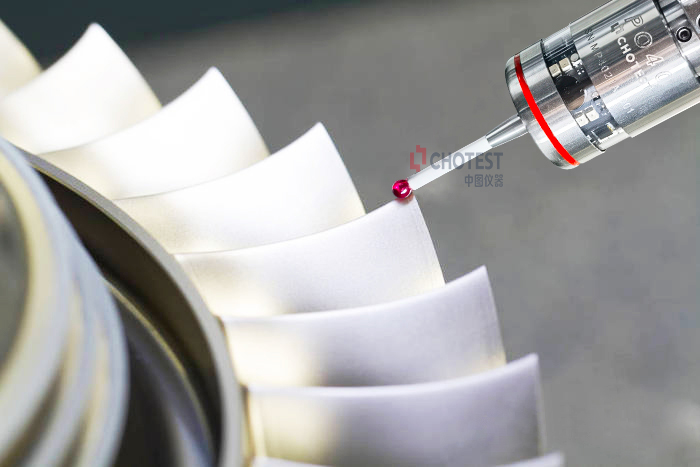
PO系列机床测头可以在加工过程中实时检测工件表面的形貌信息,并根据实际测量结果进行动态调整,从而使加工精度得以保证。它的功能大致有以下几种。
1、自动识别机床精度误差,并自动补偿机床精度;
2、代替人工进行自动分中、寻边、测量,并根据测量数据自动修正坐标系,自动刀补;
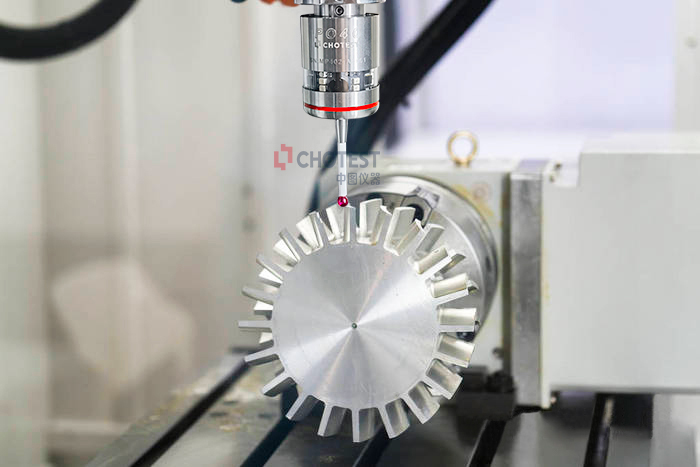
3、对加工工件直接进行曲面的测量;
4、自动比对测量结果并做出报告。
由于其直接安装在机床上,且能自动测量、自动记录、自动校准,对减少加工工序、降低人力成本、提高机床加工精度和效率方面具有积极作用。
目前在机测量已经成为很多车间首选。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
检测
+关注
关注
5文章
4484浏览量
91448 -
探测头
+关注
关注
0文章
24浏览量
6776 -
机床
+关注
关注
1文章
581浏览量
30252 -
机床系统
+关注
关注
0文章
7浏览量
5155
发布评论请先 登录
相关推荐
广电计量与上海汽检签署战略合作协议
近日,广电计量检测集团股份有限公司(简称:广电计量)与上海机动车检测认证技术研究中心有限公司(简称:上海汽检)举行战略合作签约仪式。
CASAIM自动化检测设备3D尺寸检测形位公差测量设备
随着科技的不断发展,自动化检测设备正朝着高精度、高效率、自动化和柔性化的方向发展,能够在不需要人工干预的情况下完成检测任务。CASAIM自动化检测设备可以
双通道落地式气密性检测设备:从人工水检到自动化检测的质量革新
气密性检测技术历经人工水检、单工位到多通道智能检测三次革新,双通道设备效率翻倍、精度高。广泛用于汽车、电子、医疗等领域,未来更智能。精诚工科以技术创新和品质追求立足行业。

特种设备监检流量计具备什么优势?
量计量的精准校验和管控。 一、选择特种设备监检的流量计有什么优势呢? (一)权威认可:通过国家授权机构的质量监督检验,证明该流量计的设计、制造和性能均符合国家及行业相关安全技术规范要求。这不仅增强了产品在市场上的信誉
用TL082cd做峰值检波时,检不到峰值是什么原因?
图二波形是在输入为50kHZ,峰峰值为6伏时的输出。我觉得峰值较大时,比较难检波,所以用了分压。我想问的是:(1)当频率一定时,大电压与小电压哪个易检测;(2)为什么频率较高时(几十k),就检
发表于 09-12 07:31

电磁炉检锅电阻怎么测好坏
电磁炉是一种利用电磁感应原理将电能转换为热能的厨房电器,广泛应用于家庭、餐馆、食堂等场所。电磁炉的检锅功能是其核心功能之一,通过检测锅具的电阻值来判断锅具是否符合电磁炉的使用要求。 一、电磁炉检锅
FQC外检机使用Profibus转Modbus网关提升工作效率
本文介绍了PLC通过Profibus转Modbus网关(XD-MDPB100)与视觉传感器实现通讯,在FQC外检机中提升自动化和检测效率。控制器通过Profibus转Modbus网关

深圳中科飞测公司发布承载装置与检测设备专项新成果
这种新型的承载装置与检测设备包含如下部件:正检连接件、背检连接件、定位连接机构以及底座。底座可在两种连接状态之间切换:第一连接状态下,底座通过定位连接机构与正检连接件相连,正
大功率、低阻值检流电阻器的基础与应用
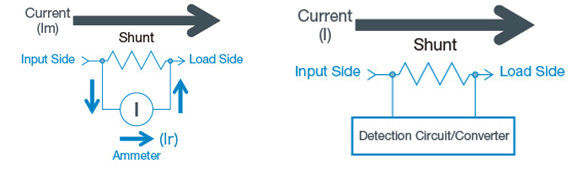
检流电阻器的基础知识 电路中的电流检测技术多种多样。其中最简单和最常见的方法之一是使用专用的检流电阻器。如下图所示,这种电阻器有两种用法。其一是图左侧的分流配置,其中大部分电流流经检流
数控测量|一文读懂中图仪器在机检测与机床校准补偿系统
在制造业领域,为了确保产品质量和工艺精确度,在机检测与机床校准补偿系统被广泛应用于机床领域。该系统由精密测量仪器、信息处理设备和控制系统组成
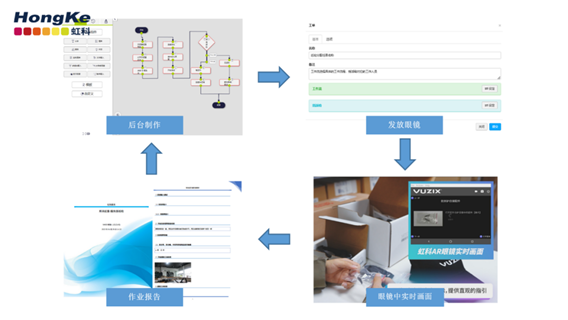
传统船检已经过时?AR智慧船检来助力!!
想象一下,在茫茫大海中,一艘巨型货轮正缓缓驶过。船上的工程师戴着一副先进的AR眼镜,他们不再需要反复翻阅厚重的手册,一切所需信息都实时显示在眼前。这不是科幻电影的场景,而是智慧船检技术带来的现实变革





 工商网监
工商网监
评论