 SIMATIC S7-1500 PLC的以太网通信方式
SIMATIC S7-1500 PLC的以太网通信方式

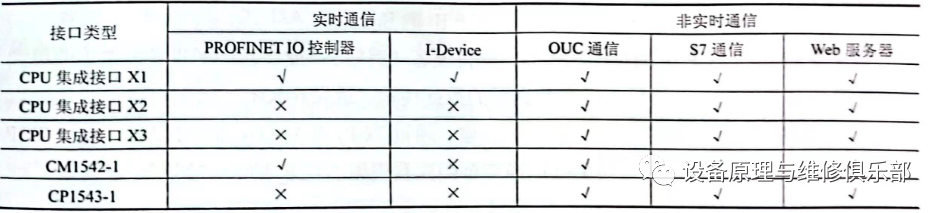
图1
工业以太网的通信主要利用第2层(ISO)和第4层(TCP)的协议。
SIMATIC S7-1500PLC系统以太网接口支持的非实时性分为两种:Open User Comunication(OUC)通信和S7通信,而实时通信只有PROFINETIO信通。
审核编辑:刘清
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
以太网通信
+关注
关注
2文章
60浏览量
11586 -
plc
+关注
关注
5052文章
14909浏览量
489254 -
工业以太网
+关注
关注
10文章
694浏览量
43907 -
SIMATIC
+关注
关注
1文章
232浏览量
16962 -
S7-1500
+关注
关注
3文章
303浏览量
7440
原文标题:电工知识—SIMATIC S7-1500 PLC的以太网通信方式
文章出处:【微信号:设备原理与维修俱乐部,微信公众号:设备原理与维修俱乐部】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
西门子S7-300产线升级利用串口转以太网实现与西门子1500PLC数据交互应用案例
机系统,无法与原有S7-300 PLC直接进行以太网通讯,导致数据孤岛,生产数据无法实时打通。 2. 监控与运维受限 :上位机(PC)和HMI人机界面无法通过以太网对

破解 PPI 与 Profinet 协议兼容问题的 S7-200PLC 工业以太网应用方案
的深入,产线需要接入新的 西门子 S7-1500 PLC 进行协同控制,并通过上位机 SCADA 系统实现全流程监控。然而,S7-200 PLC 原生支持 PPI协议,不具备

为S7-1500实时控制任务“减负”-搭配Kepware,让IT/OT各司其职
还在为数采压力导致PLC响应变慢而烦恼?别让并发访问拖累了核心控制逻辑。解析S7-1500与Kepware的配合之道,看架构优化如何化解通信瓶颈,实现数据采集的稳健升级。 在构建西门子S7-1

西门子 PLC 赋能 3D 打印产线:S7-300 与 S7-1500 以太网通讯及 HMI 集成落地
仅配备 9 针 MPI/DP 口,无以太网通讯能力,且无标准化 485 拓展接口,在产线智能化升级过程中暴露出诸多问题: 1. 无法与后期新增的 S7-1500 PLC 实现高速数据交互,打印参数校准、成型温度监测、成品精度检测
西门子 PLC 赋能橡胶硫化生产:S7-200 与 S7-1500 以太网通讯及 HMI 集成落地
仅有的 9 针 PPI/DP 口无以太网通讯能力,在橡胶硫化产线智能化升级过程中凸显诸多问题: 1. 无法直接与各硫化工位部署的 S7-1500PLC 实现高速数据耦合,硫化机的模温、硫化压力、保压时间、胶料硫化度等实时工艺数据传输滞后,易导致胶料硫化不合格、
西门子 S7-200 PLC 与 S7-1500 PLC 以太网通讯及 HMI 集成实现橡胶硫化产线的智能化升级
PPI/DP口无以太网通讯能力,在橡胶硫化产线智能化升级过程中凸显诸多问题: 无法直接与各硫化工位部署的S7-1500PLC实现高速数据耦合,硫化机的模温、硫化压力、保压时间、胶料硫化度等实时工艺数据传输滞后,易导致胶料硫化不合格、产品良率波

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
1500 PLC实现多设备协同,并部署上位机监控系统进行集中管理。 然而,S7-200 Smart PLC 原生仅支持 PPI 等串口通讯协议,无法直接接入
西门子 PLC 跨代融合:S7-400 与 S7-1500 以太网通讯在生活用纸造纸线的实战落地
用纸高端化、定制化生产需求提升,原有通讯体系的弊端成为智能化改造的核心阻碍: 西门子S7-400 PLC无原生以太网口,无法与新引入的S7-1500

西门子 S7-400 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现板式家具生产线监控智能化升级
定制化、个性化生产需求爆发式增长,原有通讯体系的弊端成为智能化改造的核心阻碍: 西门子S7-400 PLC无原生以太网口,无法与新引入的S7-1500

西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级
初期以 PPI/DP 总线为主要通讯方式,随着车企智能化升级需求提升,原有通讯架构的弊端凸显,成为涂装车间数字化改造的核心阻碍: 西门子 S7-200 PLC 无原生以太网口,无法与新

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
车身轻量化工艺升级和智能化改造推进,原有通讯体系的弊端愈发凸显,成为产线提效的核心阻碍: 西门子S7-200 SMART PLC以太网接口被占用,无法与新引入的S7-1500
西门子S7-1500 PLC和S7-300 PLC Profibus-DP通讯的组态实例
本文就以改造一套以西门子S7-300 317-2DP PLC(6ES7 317-2AJ10-0AB0 V2.1)为控制核心的电气控制系统为例,介绍使用S7-1500 1513-1PN

西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级
一、行业痛点 华东某上市塑企32条注塑生产线,核心控制为32套西门子S7-400 PLC。当年规划时MPI/DP尚属主流,如今却成为智能化改造的最大障碍: 没有以太网口,无法与新上线的S7-1

西门子PLC跨代整合:S7-400与S7-1500以太网通讯在涂装车间的实战应用
的S7-1500协同,也接不进MES; 2. 现场已装有7″威纶通MT8071iE触摸屏38台,若全部更换为带以太网口型号,价格昂贵。 3. 注塑节拍由6s缩短到3.6

TIA 博途与SIMATIC S7-1500可编程控制器选型手册
电子发烧友网站提供《TIA 博途与SIMATIC S7-1500可编程控制器选型手册.pdf》资料免费下载
发表于 07-17 15:26
•2次下载



评论