 管材激光切割系统的关键技术
管材激光切割系统的关键技术
金属管材在航空器制造、工程机械、汽车工业、石油化工、农牧机械等行业应用非常广泛。因应用场景的不同,需要加工成不同形状、不同尺寸的零件,以满足不同行业的需要。激光加工技术特别适合应用于各种金属管材的加工。管材激光切割系统有着高柔性、高自动化的特点,能实现不同材料小批量多品种的生产模式。
1、导光聚焦系统
导光聚焦系统的作用是把激光发生器输出的光束引导到聚焦光路的切割头上。对于激光切割管材,要得到高质量的切缝就需要聚焦光束的聚焦光斑直径小、功率高。这就使得激光发生器进行低阶模输出。在进行管材激光切割时,为了获得较为细小的光束聚焦直径,激光的横模阶次要小,最好是基模。激光切割设备的切割头带有聚焦透镜,激光光束通过透镜聚焦后,就能获得较小的聚焦光斑,这样就可进行高质量的管材切割。
2、切割头的轨迹控制
在管材切割中,被加工的管材属于空间曲面,形状比较复杂,如果用常规方法编程加工会有一定的困难,这就要求操作人员根据加工工艺要求,选择正确的加工路径以及合适的参考点,利用数控系统记录下各轴的进给情况以及参考点的坐标值,再通过激光切割系统的空间直线和圆弧插补功能,记录加工过程的坐标值,并生成加工程序。
3、激光切割焦点位置的自动控制
如何控制激光切割焦点位置是影响切割质量的重要因素。通过自动测量和控制装置使焦点相对工件表面的垂直方向不变,是激光切割管材的关键技术之一。通过对激光焦点位置的控制与激光加工系统直线轴( X-Y-Z )的- -体化,使激光切割头的运动更加轻巧灵活,而且对焦点的位置都能了如指掌,避免了切割头在加工过程中与切割管材或者其他物件发生碰撞。
主要工艺参数的影响
1、光功率的影响
对于连续波输出的激光发生器来说,激光功率的大小会对激光切割产生重要的影响。理论上来说,激光切割管材设备的激光功率越大可获得的切割速度越大,但是结合管材自身的特点,最大的切割功率并非最佳的选择。当提高切割功率时,激光自身的模式也发生变化,这就会影响激光光束的聚焦。在实际加工中,我们常常会选择在小于最大功率的情况下,让焦点获得最高的功率密度,从而保证整个激光切割的效率与切割质量。
2、切割速度的影响
激光切割管材时必须保证切割速度在一定的范围内才能获得较好的切割质量。如果切割速度偏慢,过多的热量就会堆积在管材表面,热影响区变大,割缝变宽,排出的热融材料烧灼切口表面,使得切口表面变得粗糙。当切割速度加快时,管材圆周平均切缝宽度变小,而且被切割管径越小这种影响越明显。随着切割速度的加快,激光作用的时间缩短,管材吸收的总能量变少,管材前端温度下降,割缝宽度减小,如果切割速度过快,会出现管材割不穿或者割不断的情况,从而影响整个切割质量。
3、管径大小的影响
激光切割管材时,管材自身的特性对加工过程也会产生很大的影响。例如圆管管径的大小对加工质量有着明显的影响,通过对激光切割薄壁无缝钢管的研究发现,激光切割管材设备在各项工艺参数保持不变的情况下,管径不断增加切缝宽度也会不断增加。
4、辅助气体的种类与压力
切割非金属和部分金属管材时,可以使用压缩空气或者惰性气体(如氮气)作为辅助气体,而对于大多数金属管材则可以使用活性气体(如氧气)。在确定辅助气体的种类之后,确定辅助气体的压力大小也显得极为重要。当以较高的速度切割管壁厚度较小的管材时,则应提高辅助气体的压力,以防止切口出现挂渣;当切割管壁厚度较大或者切割速度较慢时,应适当降低辅助气体的压力,以防止出现管材割不穿或者割不断。在激光切割管材时,光束焦点所处的位置也十分重要。切割时焦点位置-般在切割管件的表面位置,当焦点处于较好位置时,割缝最小,切割效率最高,同时获得的切割。
-
激光
+关注
关注
19文章
3197浏览量
64461 -
工业
+关注
关注
3文章
1830浏览量
46554 -
切割系统
+关注
关注
0文章
7浏览量
6391
发布评论请先 登录
相关推荐
智能切割,轻松应对各种管材:侧挂全自动激光切管机
镭拓大管材激光切管机:科技革新引领管材加工新篇章

镭拓后推式激光切管机:现代管材加工的必备神器

镭拓管材专用激光切割机:精准、高效、创新的管材加工利器

如何高效、精准地切割超重管材?镭拓LT-H52C超重管激光切管机为您解答
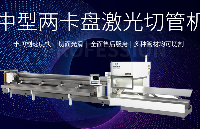
中型两卡盘激光切管机--为管材加工行业带来了革命性的变化
镭拓全新激光切管机:一机解决所有管材切割难题

一招教你如何解决管材激光切割机割不透毛边问题
全自动管材激光切割机未来制造的新利器





 工商网监
工商网监
评论