 无需拆卸,高效率、高精度的在线修复烧结机传动轴磨损
无需拆卸,高效率、高精度的在线修复烧结机传动轴磨损


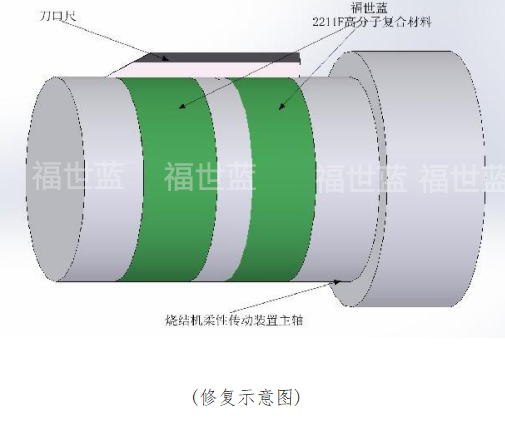
上图为某钢厂烧结机大齿轮轴磨损的情况,带式抽风烧结机,需要紧急在线修复,具体参数如下:
参 数:直径360mm
磨损宽度:440mm
磨 损 量:不均匀磨损,有深度大小不一的沟槽,最深8mm左右,大多都在1mm左右,局部有好的定位面,磨损面达到70%左右。
配合方式:胀紧套配合(1个宽度165的胀紧套,1个宽度225的胀紧套)
转 速:0.5转/分
一、设备问题分析
烧结机是一种低速重载高效的生产装置,其胀紧套装置是一种无键连接装置,其原理和用途是通过高强度拉力螺栓的作用,在内环与轴之间,外环和轮毂之间产生巨大的抱紧力,实现机件与轴的无键联接,当承受负荷时,靠胀套与机件、轴的结合压力及相伴产生的摩擦力传递转矩、轴向力或二者的复合载荷。胀紧套装置长期在工作中传递大扭矩,在超载时可保护设备的同时又会对轴造成研磨和磨损,该设备的主要磨损原因是轨道台车在滑道脱落未及时发现,导致台车在运行中卡死,扭矩瞬间增大,使胀紧套与轴产生相对运动,从而使轴产生磨损。
二、传统修复模式和高分子复合材料现场修复模式对比
1、传统修复模式
针对烧结机柔性传动装置主轴胀套位置磨损问题,传统解决办法主要靠堆焊后机加工、热喷涂和电刷镀等手段来进行,并没有很好的修复方式来减少金钱及时间的浪费,而且均存在一定弊端,无论是堆焊后机加工还是热喷涂方式,都避免不了热应力无法消除的现象,易造成材质损伤;而电刷镀受涂层厚度限制,容易剥落,且以上几种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。从维修费用及维修工期上来说,此方法更多的是返厂修复或依靠外协,拆装运输费用高,修复工期长。
2、高分子复合材料现场修复模式
此次修复工艺采用福世蓝技术刮研法工艺修复,首先在待修复部位涂抹福世蓝高分子复合材料2211F,然后利用刀口尺沿主轴基准面刮研出基准尺寸,待材料固化后使用砂纸打磨材料高点及釉面,安装大齿轮到位后涂抹薄薄一层第二遍材料后依次安装胀套并紧固到位。
福世蓝2211F高分子复合材料是一种抗高温、抗强腐蚀并可以机加工的金属修复、保护复合材料,此材料具有良好的粘结力和机械性能,不仅有金属所具有的强度、硬度,还有其退让性,应用高分子材料修复可免拆卸免机加工既无补焊热应力影响,修复厚度也不受限制,高分子复合材料的应用技术可以使企业在第一时间快速有效的现场修复,有效避免各种时间及经济的损失,而且高分子复合材料修复属于冷焊技术,不存在热应力等问题,可以有效避免基材的二次损坏。此类修复材料以福世蓝金属修复材料2211F性能较为可靠。
三、高分子材料修复现场应用技术实施步骤如下
1)烤油:用氧气-乙炔焰炙烤待修复表面,彻底清除表面及渗入基体组织的油污;
2)打磨:使用磨光机配合百叶片或者使用砂带打磨磨损区域,直至露出金属原色;
3)清洗:用无水乙醇将打磨后的表面彻底清洗干净,确保待修复表面干净、干燥、结实;
4)调和材料:严格按照材料要求的混合比例调和福世蓝2211F高分子复合材料,搅拌均匀直至均匀无色差;
5)涂抹材料:对待修复部位涂抹2211F材料,涂抹时首先涂抹薄薄一层并反复刮压,确保材料压进每一个微孔,随后逐层增加材料厚度,确保涂抹厚度略大于磨损量;
6)刮研:使用刀口尺沿基准面刮涂材料,清理多余材料,并使用刀口尺检查材料厚度;
7)固化:可自然固化,固化时间需24H,也可以加热强制固化,材料温度每提升 11℃固化时间缩短一半,但不能超出材料限制温度,不可采用明火加热;
8)外径千分尺测量修复尺寸,尺寸合格后可进行设备的安装;
9)安装胀紧套及配套设备,修复完成。
四、烧结机传动轴磨损修复图片

-
轴承
+关注
关注
4文章
2414浏览量
34955 -
修复
+关注
关注
1文章
719浏览量
24023
发布评论请先 登录
普通减速机与行星减速机:如何根据工况选型不踩坑?
BLDC芯片(MDF101A)丨高精度、低噪音、高效率的水下推进控制方案
内孔堆焊激光熔覆修复加工:重塑工业修复的科技标杆
BLDC芯片(MDF101A)丨高精度、低噪音、高效率的水下推进控制方案


激光辅助烧结技术提升量产TOPCon太阳电池效率0.58%绝对值

伺服直线模组:自动化领域的高效传动解决方案
睿擎EtherCAT多轴控制技术:如何实现低抖动高精度运动控制 | 深度解析
聚焦飞创高精度直线模组在数控机床中的核心优势

滚珠导轨在半导体制造中如何实现高精度效率

正确的连接电机传动轴的几种常见连接方式及其优缺点
同步带的传动定位精度及案例分析
Romax Nexus:赋能高端装备传动系统的仿真利器
双电伺服主传动轴电机控制软件的开发研究
风琴罩直线电机模组:高精度直线运动系统的防护创新



评论