 可燃气体探测器:提高石油化工安全生产的必备利器
可燃气体探测器:提高石油化工安全生产的必备利器
石油化工行业是关乎国计民生和社会发展的重要产业,化工生产是国民经济中必不可少的重要组成部分。然而,化工生产的原料和产品多为易燃、易爆及有毒的气体或可挥发液体,化工生产过程多是连续化、集中化、自动化、大型化,且兼具高温、高压或深冷、真空等特点,生产及储运过程中化学液体及其挥发气体的泄露、燃烧、爆炸、毒害等,是行业最大的安全隐患。其中可燃气体泄漏是十分危险的一种。为了避免这种危险的发生,可燃气体探测器作为一种高效的安全检测设备被广泛应用于石油化工行业中。
可燃气体探测器是一种安装在石油、化工装置中的自动检测和报警系统。它可以检测出短时间内空气中的气体浓度变化,如乙烯、甲烷、氢气等。一旦浓度超过安全标准值,探测器就会发出警报,通知生产管理人员进行相应的处理。这种设备对于预防火灾和爆炸等事故具有非常重要的工业意义。
目前在石油石化领域应用比较多的可燃气检测技术主要是催化燃烧和红外技术,现场对于技术的防爆要求极为严格,主要用于检测石油衍生物,烷烃类挥发性可燃气体,对检测灵敏度、响应速度等都有一定的要求。催化燃烧气体传感器输出信号线性好、价格便宜,但使用寿命不长,气体选择性一般。红外可燃气体探测器精度高、可靠性高、受环境干扰因素较小、寿命长,但制造成本较高,会受粉尘、湿度的影响。
在石油化工领域中,可燃气体探测器可应用于如石油钻井平台、炼油生产车间及化工仓库等复杂和恶劣的易存在有毒和易燃物质泄漏的场所和流程工艺,容易引发爆炸或起火灾等严重事故。可燃气体探测器可以时刻监测空气中的可燃气体浓度,发现可能存在的危险情况,起到预防化工事故发生,保障生命财产安全是重要作用。
同时,可燃气体探测器还可用于煤矿、天然气、船舶和建筑等行业,其作用不仅局限于生产安全,同时也可以为环境保护和安全生产提供保障。
综上所述,可燃气体探测器作为一种高效的安全检测设备,在石油、化工领域的应用具有广泛的前景,成为提高安全生产水平的必备利器,其科技含量和实用性也得到了业内人士的广泛认可。只有在保障人员安全和生产环境安全的基础上,才能够通过高效的生产,实现石化企业的转型和升级。
但需要注意的是,不同的作业场所对探测器的要求也有所不同。例如,潮湿复杂的作业环境就需要探测器具有更精准的防水防尘等功能。因此,在对可燃气体探测器进行选购和使用时,需要根据不同场合的需求,选择适合的探测器。
【设备推荐】

SNE806可燃气体报警控制器,采用先进的微处理器技术和通讯技术,集成度高,稳定可靠,准确度高,通用性强,可接收4~20mA电流信号或RS485总线输入。模块化的结构,支持任意扩容。彩屏触控LCD、中英文,操作方便。可保存、查询报警记录。主备电源自动切换,备电自动充电,两段声光报警,可发出声光信号,提醒相关人员处理。探测器、线路故障和电源欠压自动报警。
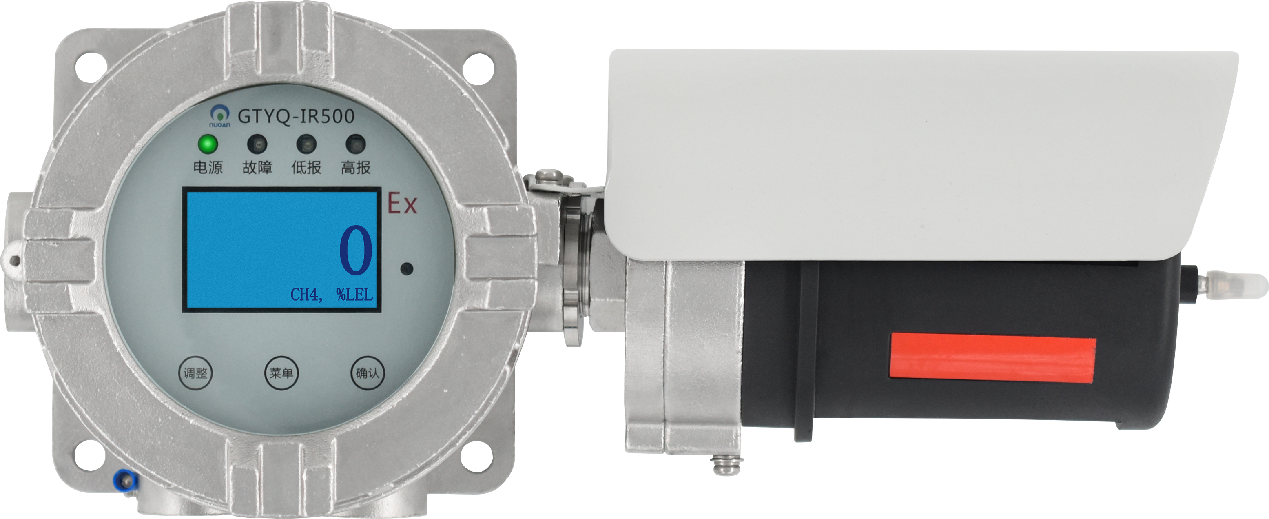
GTYQ-IR500系列可燃气体探测器,采用高可靠性双光源双光路长光距红外传感器,寿命长、响应快、精度高、分辨率高、抗中毒。可广泛应用于各种烃类可燃气体检测。具有智能加热功能,防水防尘,满足高温、高粉尘环境使用,支持在缺氧、无氧可燃气体环境中检测。现场维护简单,无需频繁标定,模块智能自检,故障自动报警。可配声光报警器和连接控制器。是保证人身安全及工厂安全的重要监测仪表。
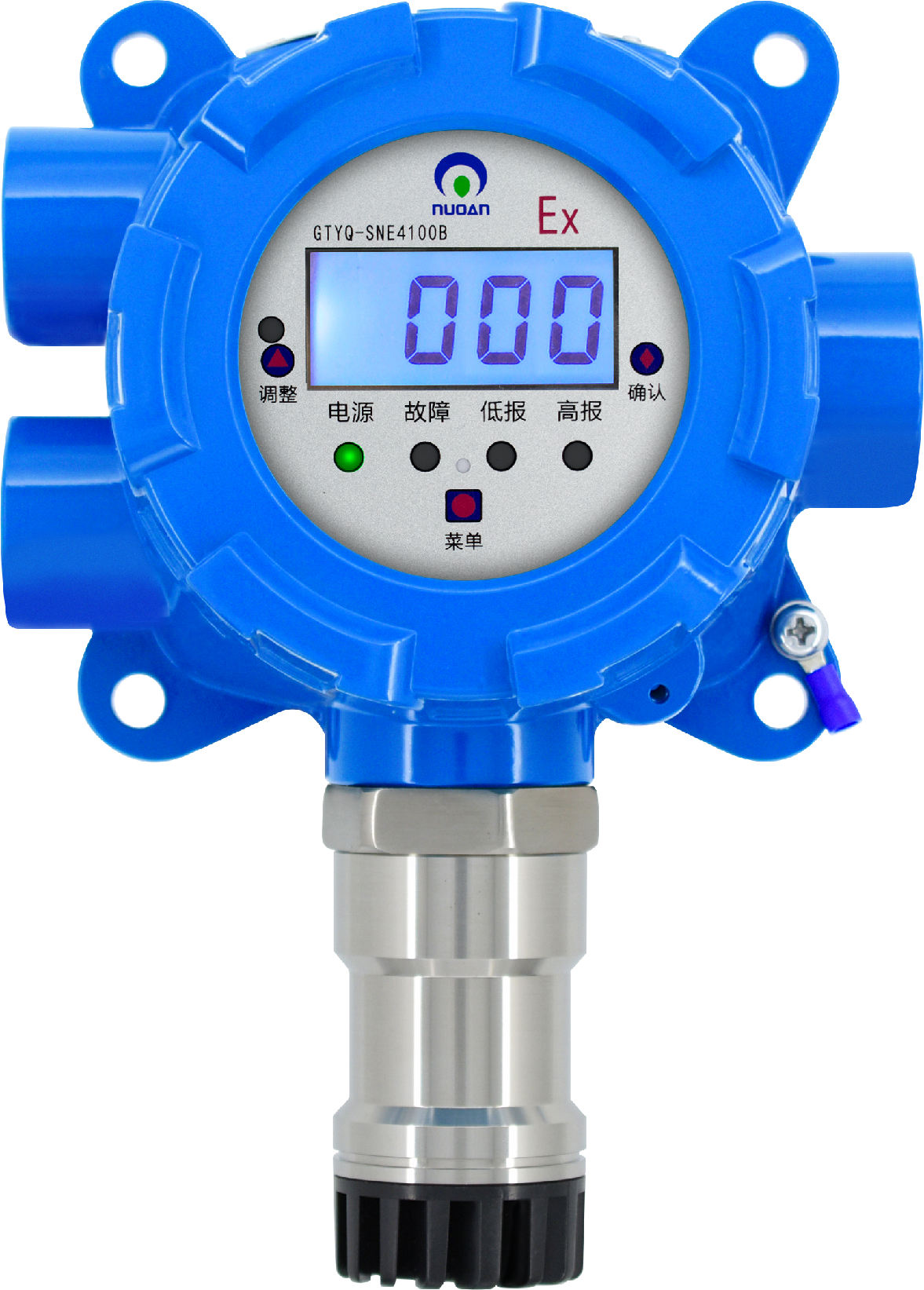
GTYQ-SNE4100B系列可燃气体探测器,采用催化燃烧传感器,插拔式智能化传感器模块,更换方便。红外遥控或磁棒调节标定,自动调零、自动识别故障及自动提示错误,操作方便。可广泛应用于各种可燃气体检测。爆炸性气体环境和可燃性粉尘环境防爆双认证。可配声光报警器和连接控制器,是保证人身安全及工厂安全的重要监测仪表。
-
探测器
+关注
关注
14文章
2617浏览量
72907 -
监测
+关注
关注
2文章
3525浏览量
44437 -
可燃气体
+关注
关注
0文章
21浏览量
9557
发布评论请先 登录
相关推荐
人员定位系统可以为石油化工行业带来哪些好处

可燃气体报警器纳入3C认证:消费者安全更有保障

奥松电子半导体可燃气体传感器产品介绍

双光路NDIR红外可燃气体传感器的技术优势与前景应用

安全生产无小事:石油化工行业为何需要防爆手机及其在实际操作中的应用

创新技术护航石油化工:BIG WALNUT大核桃防爆手机打造智能安全生产新生态
慧眼识安全之石油化工智能视频监控信息化解决方案
BIG WALNUT大核桃B3防爆手机在石油化工行业的应用分析

本安防爆手机为什么能在石油化工行业使用

为什么石油化工厂必须要用工业防爆手机?

浅谈英凯温控阀门在石油化工领域的应用
工业可燃气体探测器的安装及注意事项

工业生产安全保障—可燃气体探测器的使用场景和作用!






 工商网监
工商网监
评论