 双面无毛刺冲裁如何实现(一种消除毛刺的加工方法)
双面无毛刺冲裁如何实现(一种消除毛刺的加工方法)
冲裁的定义
对于模具设计师来说,设计的产品断面质量的好坏至关重要。冲裁是利用冲裁模在压力机的作用下,使板料分离的一种冲压工艺方法.从广义上说,冲裁是冲孔、落料、切断、切口、割切等多种分离工序的总称.但一般讲来,冲裁主要指落料和冲孔工序。
冲压模具双面无毛刺冲裁加工的方法:负间隙冲裁
负间隙冲裁估计很多朋友都听说过,只要是搞过冲压模具这一行的,但真正的原理,却有很多的朋友搞不清楚.一般情况下,我们的冲压产品,是只有一个方向有毛刺的.而要消除这个方向的毛刺的话,可以在模具里进行压毛边的工序,如果不这样做的话,好像就只通通过负间隙冲裁的方法了.
冲裁加工时总是会产生毛刺,很难消除掉,因此,经常在加工后进行压毛刺来消除毛刺。鉴于分型面的问题,最近使用去毛刺的方式有增加的趋势.
下面介绍一种消除毛刺的加工方法.通常称作"平压法"。
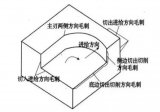
该方法首先如【图1】所示,进行半量冲裁.通常凸模比凹模稍微大一些.这种状态被称为"负间隙".

使凸模压入材料,材料仅被压出至凹模的单面的塌角得以形成.此时的凸模的压入量非常重要,通常设为材料板厚的75%以上.
下一道工序是平压工序.平压工序的作业非常简单,但其内容很特殊。说明如【图2】所示。材料处于半量冲裁状态.将此形状分为3个部分来考虑.
虚拟凸模部分、虚拟凹模部分以及虚拟凸模与虚拟凹模所夹持的部分,通过虚拟凸模与虚拟凹模对该部分的材料进行冲裁.用自己来对自己进行冲裁、生成塌角的过程正是平压工序的核心.

平压后的状态如【图3】所示:

为了实现理想的平压工序,需要恰当的半量冲裁工序压入量,过浅则无法形成虚拟凸模、虚拟凹模,过深则在进行平压前就会被冲裁掉.选择负间隙的理由是为了避免在平压工序中材料发生咬合.
分离后的形状如【图4】所示:

请仔细对比观察【图1】的形状.在加工最终完成尺寸方面,冲切下来的制件的外形尺寸与半量冲裁工序的凸模尺寸基本相同.与普通的落料冲裁稍有区别.
另外,在负间隙冲裁的刀口部分,我们需要在下模中做脱料块设计,这样才能保证产品的平整度,当然,如果很小的产品,就不必了.
审核编辑:黄飞
-
压力机
+关注
关注
0文章
100浏览量
9436 -
冲压工艺
+关注
关注
0文章
7浏览量
7179
原文标题:双面无毛刺冲裁如何实现
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
FPGA设计中毛刺信号的产生及消除
电机冲片发生毛刺大的缘由是什么
电机冲片发生毛刺大的缘由是什么
毛刺的滤波方法
消除组合逻辑产生的毛刺—PLD设计技巧
在铣削加工中去毛刺的方式及注意要点分析
机械加工毛刺产生的原因及处理办法
波形出现毛刺的原因 如何消除示波器波形毛刺 驱动波形尖峰如何处理
Kasite浮动去毛刺主轴 机械手高精度去毛刺解决方案

硬质金属件去毛刺技术,机械臂去毛刺主轴是核心





 工商网监
工商网监
评论