 SLM在三维直接光刻中的多点加工
SLM在三维直接光刻中的多点加工
现代激光加工,以超快激光加工为主,即使用高强度的超快激光进行材料加工。具有峰值功率高、热熔区域小、加工速度快和重复精度高的特点。 滨松LCOS-SLM则以其高精度的三维多点整形(通常使用CGH算法调制相位)功能;产生“长焦深”的贝塞尔光用于激光切割功能;以及可实时矫正像差、实时通过软件改变加工激光的聚焦深度和形状的特性等,被此应用纳入麾下。
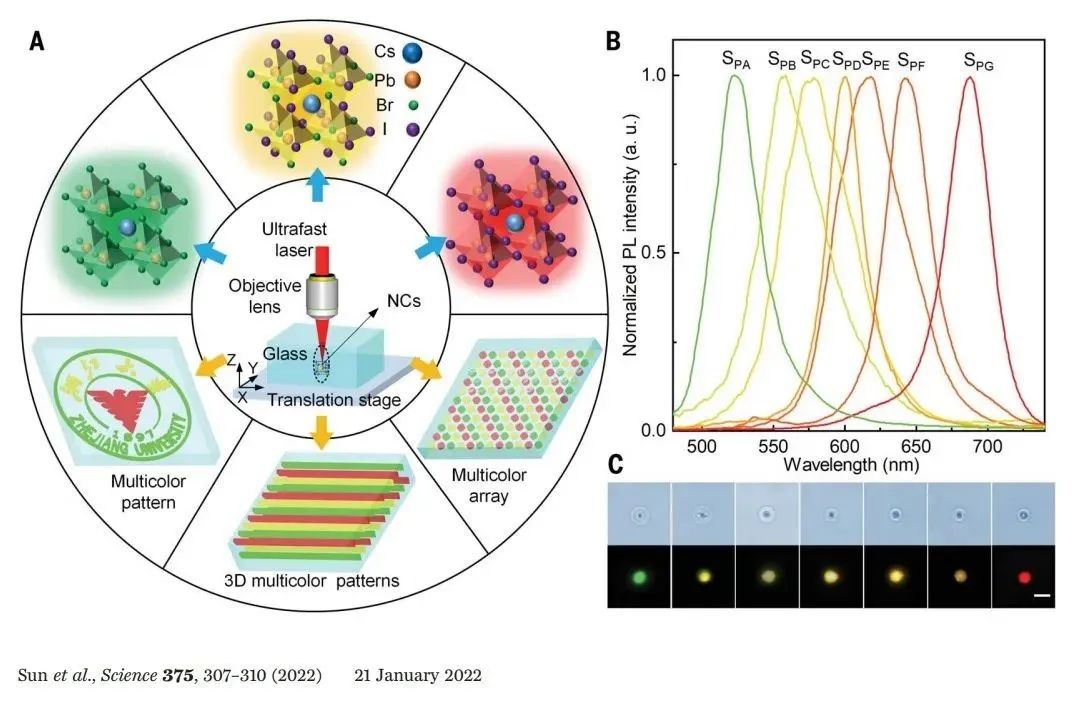
2022年1月20日,浙大邱建荣教授团队与之江实验室谭德志博士团队合作,在Science发表了题为“Three-dimensional directlithography of stable perovskitenanocrystals in glass”的文章,研究报告了具有可调成分和玻璃带隙的钙钛矿纳米晶体(PNCs)的三维 (3D) 直接光刻。
研究团队发现了飞秒激光诱导的空间选择性微纳分相和离子交换规律,开拓了飞秒激光三维极端制造新技术,首次在特别制备的均匀无色透明的玻璃材料内部,实现了带隙可控的三维半导体纳米晶结构,为光存储、微型发光二极管等提供了新的方向。
正如上面的比喻一样,飞秒激光就如一把锋利的“刻刀”,但是要想实现精密的“雕刻”,“主刀的手”至关重要。在诸多的影响因素中,空间光调制器(SLM)是关键之一。
为了能充分发挥“刻刀”的性能,SLM首先需要承受住高强度的激光,也就是具有抗强光特性,同时还要保证高的光利用率,减少光损失,别让“利刃”变“钝”了。
研究团队在实验中,选用了 滨松LCOS-SLM X13138。论文中提到拥有1280 ×1024像素的LCOS-SLM X13138,其光利用率高达90%以上(有实测显示可达97%),实验使用了2500 mW的激光,通过SLM调制出一个3 × 3的激光点阵,以9道独立的激光光束聚焦至玻璃内部,进行了多点加工。
由于材料和设计的限制,器件的抗强光特性还不完善(光强阈值低),截止到2017年,LCOS-SLM最高也只能承受几十瓦/cm2的激光功率密度。所以一直以来,其并未被大范围应用,仅用在了一些特定的激光加工材料上(往往是所需激光能量较低的被加工件),如塑料焊接,晶圆或玻璃切割(滨松的SDE激光隐形切割引擎,就是以空间光调制器为内核的)。
随着产品技术的不断进步,以及更广泛的行业测试数据的支持,如今滨松的LCOS-SLM被证实最高可完全承受210W/cm2的平均功率、几百兆瓦/cm2的皮秒激光器峰值功率、以及几十G瓦/cm2的飞秒激光器峰值功率。扫描下方二维码了解更多试验数据。
审核编辑 黄宇
-
激光
+关注
关注
19文章
3201浏览量
64472 -
光刻
+关注
关注
8文章
321浏览量
30165 -
SLM
+关注
关注
0文章
81浏览量
6844
发布评论请先 登录
相关推荐
三维扫描与建模的区别 三维扫描在工业中的应用
三维触摸面板-运用触感功能
泰来三维 三维扫描在文物保护中的应用场景

三维可视化运用的主要技术
起点,经过点,终点,三点xyz,画三维圆弧。
三维可视化的魅力与应用
泰来三维|三维激光扫描技术在古建筑保护中的应用

泰来三维| 三维扫描在汽车工厂生产改造中的应用
三维可视化的优势有哪些?

2024新款管材加工神器--LT-HP90三维激光切管机
泰来三维|三维扫描助力鞋企提质增效

泰来三维|文物三维扫描,文物三维模型怎样制作

探索极限的光学魔法:滨松LCOS-SLM在超快激光加工的前沿突破

泰来三维|如何轻松玩转三维扫描仪中手持快速扫描模式

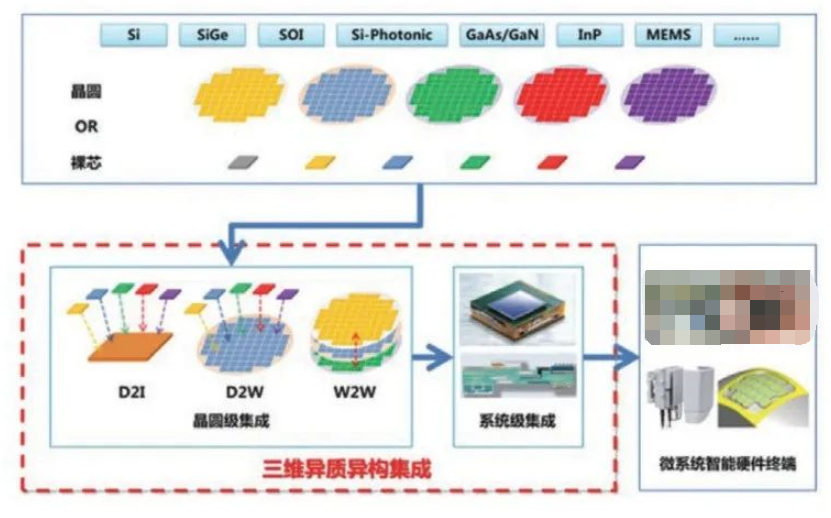
浅谈三维单片异构集成的发展历程





 工商网监
工商网监
评论