 变压器铁心片剪切误差的产生及消除办法
变压器铁心片剪切误差的产生及消除办法
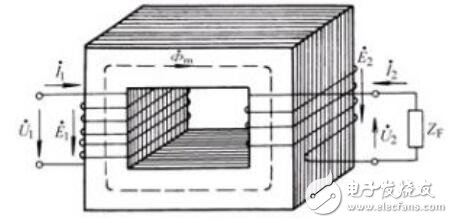
变压器铁心是主磁通的通道,也是器身的骨架。铁心片剪切的质量要求直接关系铁心的性能及叠装的系数的高低。变压器的损耗主要是铁损耗和铜损耗,铁心的损耗则直接表现在对硅钢片牌号的要求上,而更主要的表现在铁心片加工过程中的质量要求和操作指导。而铁心片在剪切过程中的质量好坏直接关系到叠装系数的高低,更关系到变压器性能的好坏。
变压器铁心的结构可以分为三柱、四柱、五柱和框型等多种结构。根据不同的结构和要求,又有不同形式的片型相对应。当然,加工的难易程度也各不相同。现代变压器行业中经常用到的有近二十多种片型结构,对于铁心片加工设备的全面要求也越来越高。
在加工铁心片过程中,最主要的是保证加工铁心片的毛刺、长度和角度符合技术标准的要求,现代变压器铁心在叠装时多采用叠接式工艺。隙则是在叠装时最重要的保证参数,如果铁心在叠装时隙过大,则会增加磁阳和励磁电流,产生过热。
而造成气隙过大的主要原因就是硅钢片在剪切过程中尺寸过短。如果隙过小,则意味着剪片过长,在装配叠片时易造成搭片。在这两种情况中,剪片过长易于进行返工修理,使之达到合理的尺寸要求。而剪片过短则会造成材料的浪费。
一、铁心片剪切误差的产生原因
1.材料问题:铁心片的材料可能存在夹杂、气泡等缺陷,这些缺陷会导致剪切过程中的不均匀变形,从而产生误差。
2.刀具问题:剪切刀具的磨损、锋利程度、尺寸精度等因素都会影响剪切过程的精度。如果刀具磨损严重或尺寸精度不高,就会导致剪切误差的产生。
3.工艺问题:剪切工艺参数的选择不当,如剪切速度、进给量等,都会影响到剪切过程的精度。此外,剪切过程中的应力分布不均也会导致误差的产生。
4.设备问题:剪切设备的精度、刚性、稳定性等因素都会影响剪切过程的精度。如果设备精度不高或刚性不足,就会导致剪切误差的产生。
5.操作问题:操作人员的技术水平、经验等因素也会影响到剪切过程的精度。如果操作人员技术水平不高或经验不足,就容易导致剪切误差的产生。
二、铁心片剪切误差的消除办法
1.优化材料选择:选择优质的铁心片材料,避免夹杂、气泡等缺陷的产生。同时,对材料进行严格的检测和筛选,确保材料的质量和性能。
2.提高刀具质量:选用高质量的刀具,定期检查刀具的磨损情况,及时更换磨损严重的刀具。同时,保持刀具的锋利程度,确保刀具尺寸精度。
3.优化剪切工艺:合理选择剪切工艺参数,如剪切速度、进给量等,以保证剪切过程的精度。同时,采用合适的应力分布方式,减少应力集中现象,降低误差产生的可能性。
4.提高设备精度:选用高精度、高刚性的剪切设备,保证设备的稳定性和可靠性。同时,定期对设备进行维护和保养,确保设备的正常运行。
5.加强操作培训:加强对操作人员的培训和指导,提高操作人员的技术水平和经验。同时,建立完善的操作规程和质量控制体系,确保剪切过程的精度。
6.采用补偿措施:对于已经产生的剪切误差,可以采用一定的补偿措施进行修正。例如,通过调整铁心片的叠压顺序、增加垫片等方式,减小误差对变压器性能的影响。
总之,铁心片剪切误差的产生是由多种因素共同作用的结果。要消除剪切误差,需要从材料、刀具、工艺、设备、操作等多方面入手,采取综合措施,确保铁心片的质量和性能。只有这样,才能保证变压器的稳定运行,为电力系统的安全提供有力保障。
-
电力系统
+关注
关注
18文章
3637浏览量
55334 -
变压器
+关注
关注
0文章
1163浏览量
4010
发布评论请先 登录
相关推荐
变压器铁心制造工艺
缓和变压器氢气生成新机理
变压器椭圆截面铁心设计计算方法
变压器铁心最优截面设计计算方法
变压器铁心最佳截面计算
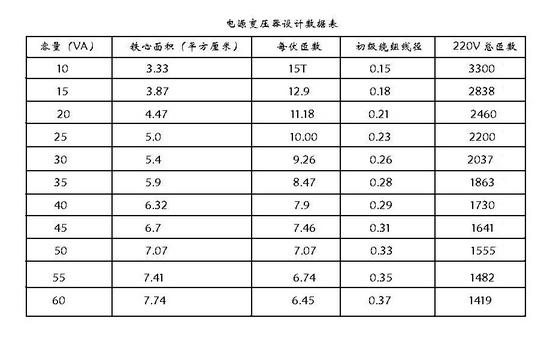
电源变压器设计与计算铁心面积公式
环形变压器原理图_环形变压器绕线机原理





 工商网监
工商网监
评论