 优化关键工艺参数提升功率器件引线键合的可靠性
优化关键工艺参数提升功率器件引线键合的可靠性

欢迎了解
聂洪林 陈佳荣 任万春 郭林 蔡少峰 李科 陈凤甫 蒲俊德
(西南科技大学 四川立泰电子有限公司)
摘要:
探究了引线键合工艺的重要参数对功率器件键合可靠性的影响机制,进而优化超声引线键合工艺参数。采用单参数变化实验设计方法,改变超声功率、键合压力、键合时间等关键参数制备芯片,利用拉断力测试方法表征引线键合的质量,研究工艺参数与键合质量的映射关系,分析其影响机理;进一步利用正交实验得到引线键合关键工艺参数的优化配方。实验结果表明,当超声功率 210 mW、键合时间 80 ms 和键合压力 3.4 N 时,可得到较好的键合可靠性和数据收敛性。而且,参数中超声功率对键合可靠性的影响最大,键合压力次之,而键合时间的影响不显著。
0 引言
集成电路技术的高速发展对封装工艺的可靠性提出了更高要求,引线键合工艺是实现芯片内部器件与外部管脚之间可靠电气连接的至关重要环节。超声引线键合是目前的主流键合技术,具备低热预算、高经济性、强适配性等优点,占据了 90% 以上的应用市场。然而有统计表明,超过 25% 的半导体器件的可靠性问题是由引线键合失效导致。由于功率器件的工作电压 / 电流较高,对工艺参数的优化和可靠性提升提出了更高要求。在超声引线键合工艺中,对引线键合可靠性影响最大的关键工艺参数有超声功率、键合压力、键合时间等。键合参数设置不合理可能导致键合强度降低、变脆以及接触电阻变大等问题,甚至出现器件开路或电性能退化等严重失效。因此,研究人员针对超声引线键合的失效原因和参数优化展开了相关研究,罗珏等研究了第二点键合金丝的短尾失效问题,并讨论其主要影响因素和形成
机理。范俊玲等通过调整键合压力与超声功率参数,讨论了银基键合线楔焊点形貌的影响因素。曹军等深入研究了热超声键合工艺的烧球时间、超声功率和键合压力等参数对金丝键合质量的影响。然而,目前研究主要针对金丝或超细引线的键合失效,而较少关注功率器件的粗铝线键合失效与参数优化问题,制约了大电流 / 电压条件下的功率器件引线键合可靠性提高。
本文拟采用单一变量试验法,设计功率器件的超声引线键合工艺参数实验,利用拉断力测试设备表征引线键合的可靠性,讨论键合可靠性背后的物理机制。进一步利用正交实验给出超声引线键合的工艺参数的最优配置,为功率器件的超声引线键合工艺可靠性提高提供技术支撑。
1 超声键合系统及其原理
功率器件一般采用超声引线键合法。如图 1 所示,超声引线键合系统主要由超声发生器、安装环、变幅杆及键合工具等组成。超声发生器将工频信号转变为主频约 60 KHz 的高频正弦信号。再利用压电陶瓷的逆压电效应,将超声发生器产生的高频信号转变成机械振动,经变幅杆调整使劈刀产生振幅为 4~5 μm 的前后振动。
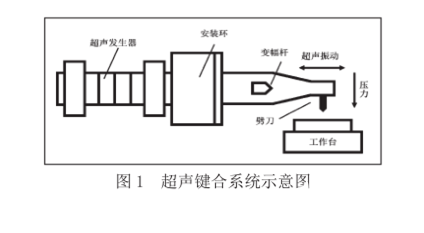
引线键合过程中,劈刀在键合线与界面之间施加一定的键合压力。在超声能量和压力的共同作用下,一方面键合界面处的氧化膜破碎并露出洁净界面,另一方面促使铝线发生塑性形变使键合线与金属面之间的原子层形成共价键结合,从而实现了芯片内部器件与外部管脚之间的紧密可靠电气连接。
2 实验设计
2.1 材料选用
材料选择。功率器件选择沟槽型肖特基功率二极管 ( 型号 :M30T100CT,四川立泰电子有限公司 )。芯片表面材质为CuAl 合金,硅基与芯片之间粘合铝层厚度约为 4~5μm。为满足功率器件大电流工作要求,键合线选择直径 380μm 的粗铝丝 ( 纯度 99.99%),并采用 TO-200 的封装形式。键合设备采用全自动超声键合机 ( 型号 :W60,创唯新 )。
2.2 实验设计
2.2.1 单参数变化实验设计
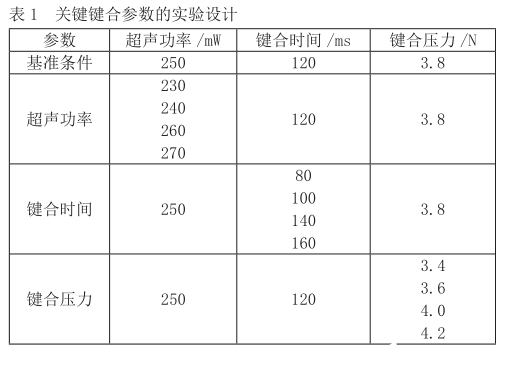
在基准工艺参数条件基础上,分别调整引线键合关键工艺参数,包括超声功率、超声时间以及键合压力。每个关键工艺参数在基准上下分别取 2 个点,每个参数点键合 150 根铝线,进行可靠性实验 ( 如表 1)。由于第二键合点的可靠性远优于第一键合点,因此本研究主要针对第一键合点的键合工艺参数进行优化实验设计。
2.2.2 正交实验设计
如表 2 所示,采用 3 因素 4 水平的正交实验设计方案。3 因素包括影响键合强度的三个核心工艺参数:超声功率、键合时间、键合压力 ;4 水平是在单参数实验结果基础上,综合高功率二极管的应用特征和工程经验,设定工艺参数范围和四个实验点。每组设置 40 个样本进行实验以消除随机误差的影响,采用最大拉断力 (F MBF ,Maximum Breaking Force) 的平均值表征正交实验结果。进一步探究不同参数对键合质量的影响机制及最优参数配方。
2.3 键合质量评估方法
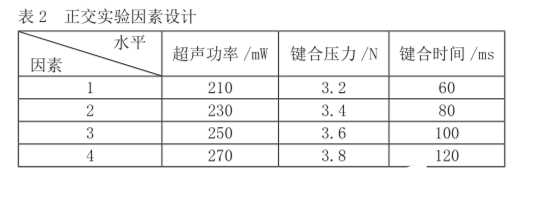
最大拉断力测试。键合强度是评估键合质量好坏的重要技术指标, 其检测方法可分为键合拉力测试 (BPT) 与剪切力测试 (BST) 两种。本实验采用拉断力测试仪 ( 型号 :XL30) 测试最大拉断力,以表征引线键合强度。所采用仪器和方法符合中国国家标准《微电子器件实验方法和程序 (GJB-548B-2005)》和美国国家标准 (MIL-STD-883)。拉断力测试过程如图 2 所示,包括拉钩与键合线对准、施力后键合线的弹 /塑性变形、拉断三个主要阶段。
物理失效的显微观察。测试后对产生的物理失效进行分析,采用光学显微镜 ( 型号 :AD409) 观察具体失效部位及其形貌。引线键合可靠性与拉断位置有关,如果出现在拉钩施力处,则为正常拉断;若在键合点处,则可靠性不合格 ;而位于颈缩点断裂,则需要再次测量确认其可靠性。
3 结果与讨论
3.1 基于单参数实验的影响机制分析
3.1.1 超声功率
利用单参数变化实验法,改变超声引线键合工艺的超声功率 (230,240,250,260,270mW),制备好引线键合芯片后,分别测试其最大拉断力。如图 3(a) 所示,随着超声功率增加,最大拉断力在给定功率范围内呈波动式变化。其中在 240mW和 270mW 处,拉断力分别比基准条件 250mW 处大 10.58% 和11.71%. 同时,240mW 与 260mW 处的标准差分别比基准条件小10.28% 和 12.70%. 如图 3(b) 所示,超声功率为 240mW 时,不仅拉断力较大、键合强度高,而且测试数据收敛、可重复性好。
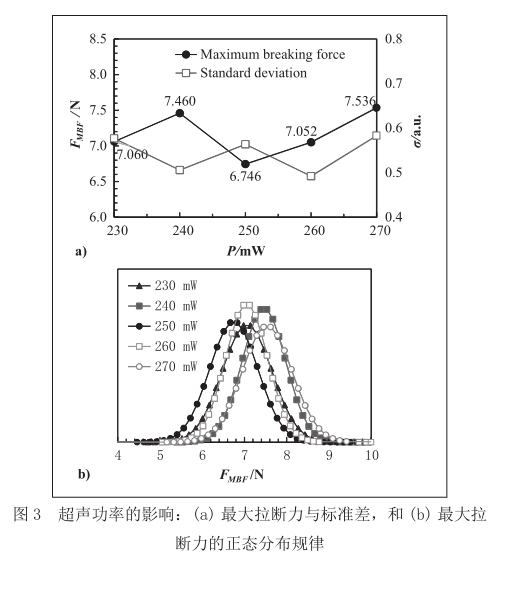
因此,在功率器件的粗铝线键合工艺中,超声功率将影响键合强度和工艺一致性。在基准条件基础上,建议将粗铝丝第一键合点的超声功率控制在 240±5mW。
3.1.2 键合时间
如图 4(a) 所示,改变超声键合时间 (80,100,120,140,160ms)后,最大拉断力先减小后增大。其中在80和100ms处,拉断力分别比基准条件 120ms 处大 13.39% 和 10.27%,同时标准差分别比基准条件小 16.13% 和 16.49%。图 4(b) 中,尽管在 140ms 处的数据收敛性最好,但其可靠性仅比基准条件高 4.39%。因此当键合时间为 80~100ms 时,键合强度高,而且测试数据收敛较好。
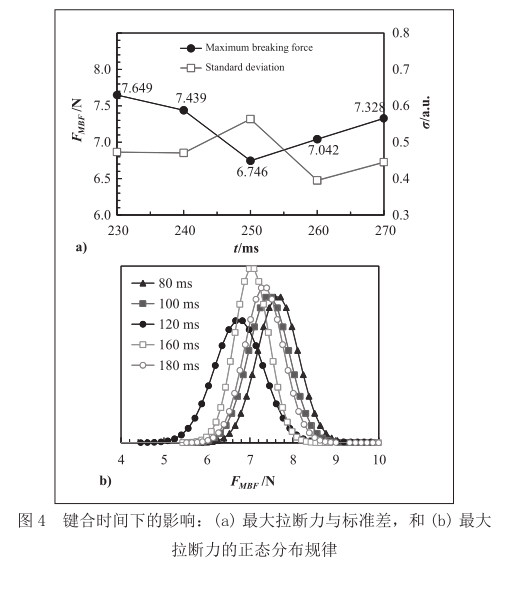
因此,在功率器件的粗铝线键合工艺中,键合时间控制对键合可靠性的影响较大。在基准条件下,将超声键合时间选取在 80~100ms 之间较合适。
3.1.3 键合压力
如图 5(a) 所示,改变键合压力 (3.4,3.6,3.8,4.0,4.2N),拉断力在 3.6N 处达到最大值 7.764N,比基准条件大 15.33%,而且此时的标准差最小,仅为 0.412。从图 5(b) 中可以看出,键合压力 3.6N 时,可靠性最好、数据最收敛。
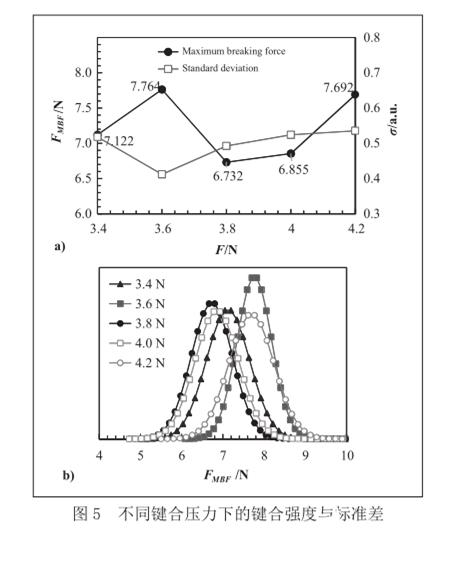
因此,在功率器件的粗铝线键合工艺中,合理选择键合压力对保证键合可靠性与工艺一致性至关重要。在基准条件下,将超声键合压力选取在 3.6±0.2N 较合适。
3.2 基于正交实验的参数优化
单参数实验有利于分析引线键合工艺的单一参数对可靠性的影响机制,然而该方法仅关注工艺参数的局部改变,引线键合参数的整体优化需要采用正交实验方法。正交实验广泛应用于多因变量与结果中耦合关系的研究,可通过选取完全实验中的代表点,既大大减少了繁复的实验次数,又可分析各因变量的相互关系,最终得到全局优化后的工艺参数配方。
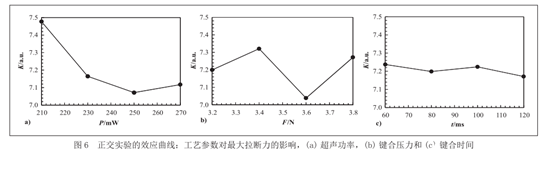
如图 6 所示,引线键合可靠性随着超声功率的增大呈明显下降趋势,而键合压力和时间的影响趋势并不显著。其中超声功率的极差为 0.73,分别比键合压力和时间的极差大1.61和9.43倍。因此,在功率器件的粗铝丝引线键合工艺中,超声功率对键合可靠性影响最大,键合压力次之,而键合时间的影响并不显著。
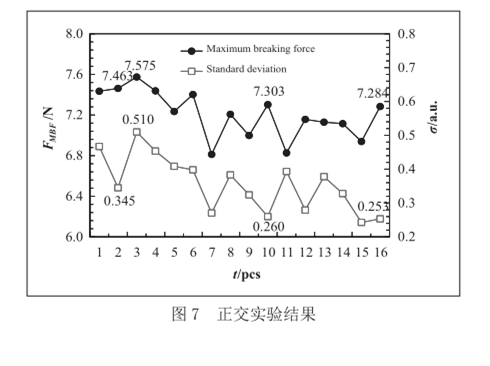
正交实验的键合可靠性测试数据如图 7 所示。尽管在条件 3 处(210mW,360N,100ms)的键合强度 7.575N 最大,但其标准差 0.510 也为最大,说明该条件下的数据收敛性最差。条件16 (270mW,3.8N,60ms)的键合强度和标准差分别比条件 3 小3.84% 和 50.39%,可见其数据收敛性大大提高,强度则有一定程度降低。而在条件 2 (210mW,3.4N,80ms)的键合强度仅比条件 3 低 1.48%,但其标准差却改善了 32.31%。综上所述,对于高功率器件的粗铝丝键合工艺,当超声功率为 210mW、键合压力为3.4N和键合时间为80ms时,为引线键合的最优工艺参数,其第一键合点的键合强度与数据收敛性的综合可靠性较好。
3.3 失效机理分析
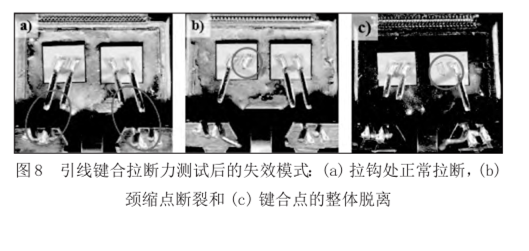
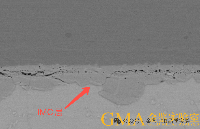
引线键合过程主要依靠超声功率和劈刀压力,将能量用于去除表面氧化层,同时通过超声产生材料间摩擦而形成可靠的共价键连接。根据不同材质、表面状态和引线尺寸优选合适的工艺参数,可保证引线键合的可靠性。如图 8(a) 所示,当引线键合工艺可靠性较好时,拉断力测试后键合线从拉钩施力处断裂,而键合点保持可靠的连接状态;当键合施加的能量过大时,如超声功率、时间和压力过大,会引起键合线颈缩点部的过度塑性变形,键合线受损而导致强度和牢固性降低,拉断力测试时键合线便从颈缩点处断裂 ( 如图 8(b) 所示 ),而且,施加在芯片上压力过大还可能引起芯片内部器件的损伤;相反地,引线键合时施加的能量过小 ( 功率小、时间短、压力小 ),可能导致如图 8(c) 所示的失效形貌,键合线从键合点处整体脱离。这是由于键合线的塑性变形不足而导致共价键合不强与键合面积太小,而且同时可能存在芯片表面的氧化层未完全去除的问题,从而降低了引线键合工艺的可靠性。
4 结束语
本文针对功率器件的大电流 / 电压应用需求,对其超声引线键合的工艺可靠性展开研究。采用单一变量实验设计方法,变化超声引线键合的关键工艺参数包括超声功率、键合时间和键合压力,探究引线键合工艺参数与可靠性之间的相互影响机制和优化方向。进一步采用正交实验设计方法,探究最佳键合参数。研究表明,在基准工艺条件基础上,分别单独对关键工艺参数进行了优化调整:超声功率 210mW、键合时间80ms 和键合压力 3.4N 时,可得到较高的键合可靠性和较好的数据收敛性。进一步地,通过对键合失效形貌的显微图像观察,研究了键合失效的内部机制,发现键合能量过大时,会出现键合线颈缩点断裂失效;能量太小会造成表面氧化层去除不足和有效键合的强度面积太小等问题,导致键合点整体脱落。该研究为功率器件的引线键合工艺可靠性优化指明了方向。
欢迎扫码添加小编微信
扫码加入知识星球,领取公众号资料
电子器件封装中引线键合质量的检测方法
齐翊 陈伟民 刘显明
(重庆大学光电工程学院 光电技术与系统教育部重点实验室)
摘要:
引线键合是半导体封装中实现芯片与封装引脚之间连接的关键技术,近年来半导体产业对更高的集成度、更高的可靠性和更低的成本等方面的迫切需求,对引线键合技术提出了更高的要求,因此引线键合的质量检测成为了保证半导体封装质量的关键技术。详细阐述了引线键合中质量检测的技术方法,对比了各种技术的目的和技术特点,总结了各种方法的使用场合,并提出了键合线质量检测尚需解决的问题和发展方向。
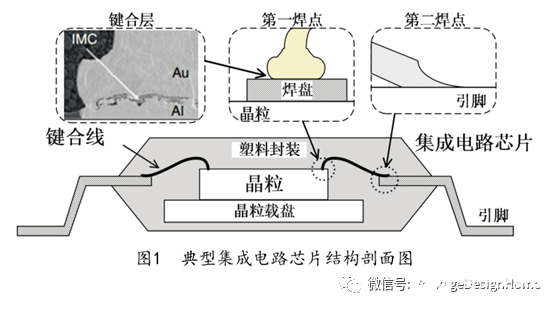
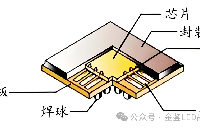
统计表明,截止2014年仍有超过90%以上的芯片内连接由引线键合技术(Wire bonding)完成。引线键合中焊盘不洁、表面氧化、腐蚀和工艺参数不合理等都会产生缺陷,进而产生裂纹、断线和焊点脱落等问题,这些问题会直接造成芯片的整体失效或严重影响其可靠性。因此,在现代半导体集成电路器件的研制和加工中,都必须对引线键合的质量进行检测,以保证芯片内部连接的可靠性。典型集成电路芯片结构剖面图如图1所示。
1 引线键合的质量问题及主要表征方法
要对引线键合的质量进行检测,就必须了解该技术的基本原理和工艺流程,掌握引线键合中存在的质量问题,熟悉这些质量的表征方法。
引线键合技术的基本原理是利用直径通常为几十至几百微米的高电导率金属导线(金、铝和铜等),在热超声作用下按压在焊盘上,使焊盘与焊线的金属原子发生扩散,形成金属间化合物(Intermetallic Compounds,IMC),从而实现晶粒与引脚的连接。典型的引线键合工艺流程包括形球、超声加热、按压形成第一焊点、走线、按压形成第二焊点和分离等。如图2所示。
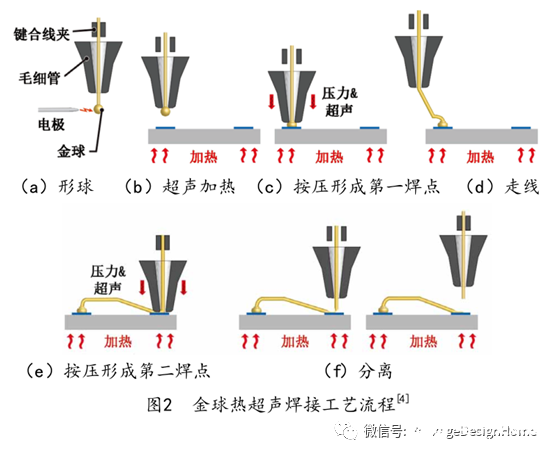
就引线键合的环节而言,焊盘的清洁、引线端的微球形成、引线的焊接、引线的走线,都可能产生质量问题。在焊接前如果焊盘被污染,就会在焊点内部形成几百纳米至几十微米的空洞缺陷或微裂纹,从而造成键合失效。在引线微球形成时的放电电流不合适,就会造成图2(a)中的微球尺寸超标或形状不规则,导致后续的焊球变形和焊盘产生裂缝。如果在图2的第一焊点(c)和第二焊点(e)引线压焊过程中,施加的压力、超声的强度与频率不恰当,会导致焊盘变形甚至产生裂缝和虚焊。引线压焊过程中,焊盘与焊球的位置识别偏差会导致焊点错位和脱焊等问题 。在图2的走线(d)过程,引线长度和空间布局不合理,就会发生引线塌陷和搭线短路等严重问题。
就键合后的注塑环节而言,其填料和固化工艺等,也可能引起键合的质量问题。如填料内存在气泡和不均匀等缺陷,就会在注塑后产生较大的内应力,从而可能在器件后续使用中造成引线的断线或焊点的脱落,对引线的键合质量产生间接影响,影响其使用的可靠性。
在以上引线键合质量问题中,内应力断线和焊点脱落等问题反应了引线键合的力学特性,可以用动态或静态机械参数加以描述;断路和电参数变化问题反映了引线键合的电学特征,可以由电感和电容等电学参数加以描述;空洞缺陷和微裂纹等问题反映引线键合的微观形貌,可以由显微成像得到的微观形貌特征来描述;引线塌陷和焊点错位等问题反映引线键合的整体形貌,可以由整体形貌特征进行描述。因此,引线键合的质量检测,可以归结为机械参数检测、电学参数检测和形貌特征检测三大类。
2 机械参数检测方法
合格的键合线必须在实现有效电气连接的同时具有较好的机械性能。良好的机械性能不仅是正常工作的基本保证,同时也是芯片封装长期工作可靠性的基础。因此对引线进行机械性能的检测是评价键合线质量的基础。应力和振动是两种主要的机械检测手段。
2.1 静态机械参数检测
静态机械参数的检测可以用于快速评估键合线的整体键合强度,发现脱焊和虚焊等问题。针对键合线的应力检测,引线拉力测试(pull test)和球剪切力测试(shear test)是最基本手段。在这两种方法的基础上,为了解决工业生产检测对速度和非破坏性的要求,还发展出高压空气吹检法和焊球成型过程压力测试法等。
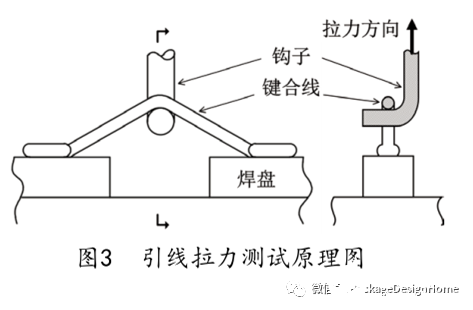
引线拉力测试是测量键合线强度最简单有效的方法之一,并被中国的国家标准和美国国家标准(MIL-STD-883)等广泛采用。该方法是用一个小勾勾住引线,测试时拉力的施加作用点作用于内、外两个焊点的中间部位,拉力的施加方向垂直于两焊点连线的垂直方向。在非破坏性试验时不断增大拉力,当拉力到达标准规定值而引线未断裂或焊点未脱落,说明键合强度符合要求,最后轻轻移开小勾。在破坏性试验中,不断增加拉力直至引线断开或键合点脱落位置,此时得到的数值,即为极限键合强度。方法原理图如图3所示。
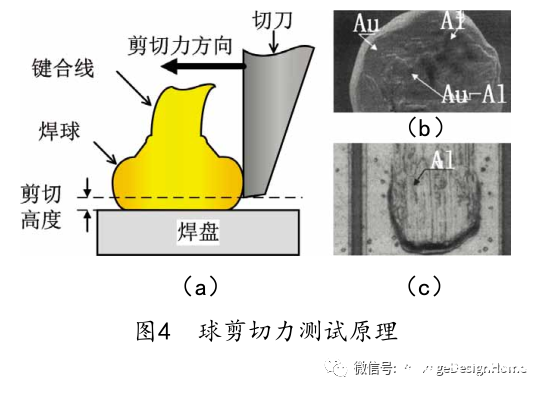
球剪切力测试(Ball shear test)是用一个平面的剪切刀,平行于焊盘向焊球施加推力,使焊球被剥离的力就是键合剪切力。球剪切力测试原理图如图4所示。
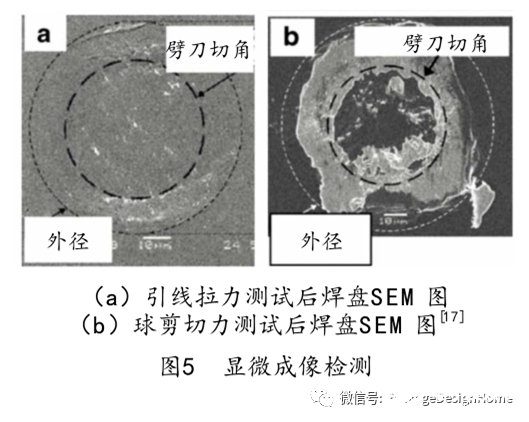
引线拉力测试和球剪切力测试除了能够通过拉力和剪切力评价键合质量之外,经过测试后脱落的焊盘还可以用于研究键合界面处金属间化合物的生长情况,进而优化键合过程的工艺参数或分析改进键合材料。这些进一步的分析通常需要借助材料分析手段或下面的显微成像检测方法,如图5所示。
高压空气吹检法是一种引线拉力测试的替代方法,该方法利用高压空气自下而上吹过键合线,通过空气流动为引线提供拉力。该方法可以同时对多条键合线进行检测,但该方法不能提供精确的引线键合强度数据,只能作为定性的检测手段。
引线键合过程中需要将焊线材料压在焊盘上,并提供能量实现两种材料的键合。键合过程中焊接头压下时压力的大小和冲击变化过程直接影响焊球的质量。对该应变的大小和位置等参数进行检测也是一种评价焊接质量的有效方法。检测焊接时冲击过程的冲击力曲线和多次焊接时压力的差异可以用于提高键合线的整体质量。这种检测方法主要通过在焊接机操作臂上增加压力传感器或在焊盘周围布置压力传感器的方式实现。在利用这些方法测量得到的压力参数时,可以通过统计分析的方法寻找最优工艺参数,或利用多个传感器得到的数据分析焊球的位置和成型质量等。
2.2 动态机械参数检测
动态机械参数检测可用于评价键合线整体性能及其疲劳特性。振动检测可以分为外加激励振动检测和超声焊接过程振动检测。其中外加激励振动检测是对完成焊接的键合线施加振动激励源,检测键合线振动信号。超声焊接过程振动检测是检测超声焊接时焊接臂或焊点振动。
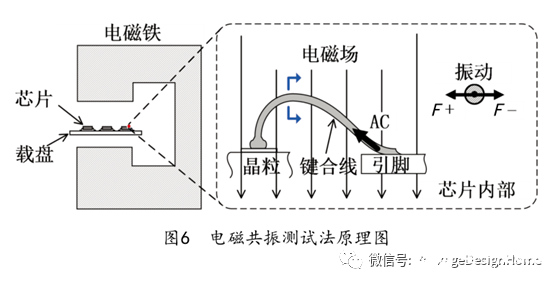
电磁共振测试法(electromagnetic resonance test)利用载有交流电信号的导线在磁场中受交变的安培力,引起键合线共振从而实现拉力测试。不同长度、粗细的键合线具有不同的共振频率,为了在测试中为引线提供足够的拉力,Michael Pecht等人提出利用一个具有一定频率带宽的交流激励信号,引起被测键合线发生共振。实验原理图如图6所示。
微机械冲击法(Force Detected WireVibration Analysis)是由一个探针提供震动激励信号,另一个传感探针采集键合线的震动信号,从而检测焊点和键合线的质量。其中提供激励信号的探针接触键合线的末端,用于检测的微探针接触键合线中间。通过这种方法,H. Luo等人建立了键合点键合状态与键合线震动信号频域特性的关系,研究表明键合存在机械连接缺陷时,信号频域特征峰的幅度成比例下降,且特征峰向高频移动。
超声键合和热超声键合是引线键合中的基本方法,它们都是以超声波作为键合过程的能量源,超声波通过焊线机的操作臂传递到焊点处。对焊接过程的超声波信号进行采集和分析是评价焊接质量的重要方法之一。在焊接机中,超声波的产生通常就是通过驱动压电材料实现的,将该压电材料同时用作传感器或者增加专用的压电振动传感器是测量超声信号的有效方法,也可以通过激光干涉的方法直接测量焊接头振动情况。
键合性能良好的引线应该具有合格的机械性能,因此对引线焊接过程和焊接结果的机械性能检测是评价键合质量的基本手段。在引线键合技术发展中,引线拉力测试和球剪切力测试虽然方法简单,但应用最为广泛,具有很好的适用性和统一的评价指标。振动检测中,超声振动检测是焊接过程中实现焊接控制必不可少的环节。电磁振动法、微机械冲击法等虽然具有一定的检测优势,但由于方法复杂等原因并未受到广泛应用。
3 电学参数检测方法
电学检测方法是建立引线或焊点质量与电信号之间关系的检测方法。
当焊点内部存在裂纹和空洞等问题时,焊点电阻、电感和电容等电学参数发生相应改变。因此,可以通过测量焊点直流电阻或交流阻抗来进行焊点的缺陷检测。键合线高频电参数分析是应用于射频芯片等传输和处理高频信号芯片必要的检测方法。该类检测需要引线键合在经过特殊设计的测试板上,通过高频激励信号测量键合线的单位长度损耗和阻抗等参数。也可以通过高频信号有限元仿真的方式对键合线进行模拟分析。在半导体发光二极管中,还可以利用其p-n结的光生伏特效应,采用交变光源照射待测LED芯片,在封装的短路支架上激励出光生短路电流;通过非接触检测支架回路中光生短路电流 I L1 的状态对芯片质量及芯片与支架之间焊接处的直流电阻值的变化做出判断,实现对焊点质量的非接触检测。
当出现焊点脱落、虚焊和断线等问题时,可以直接进行脱线故障检测。附加独立检测电路的脱线检测(lift-off detection)常用于重要功率型器件,为了保证器件故障发时诊断并及时对系统做保护而开发的焊点故障实时检测方法。
4 形貌特征检测方法
机械参数或电参数都是用间接或整体性的特征参数对引线键合质量进行评价,有方便、易操作和易标准化的优点,但往往不足以对引起质量差异的因素进行确定和深入研究。因此直接对键合的局部或整体的形貌进行成像检测就显得至关重要。
局部显微成像是利用高倍率光学显微镜和扫面电子显微镜等通用的显微设备,拍摄引线键合的局部特征,进而分析键合质量。整体成像检测是键合质量检测方法中受到较多研究者关注的方法。随着图像采集和处理技术手段的快速发展,结合机器视觉的键合线图像检测法在工业中也得到了有效应用。除了以可见光图像或红外图像为基础的检测方法外,近年来还出现了电磁成像法、激光干涉成像法和涡流脉冲热成像法等新的成像检测手段。
4.1 局部形貌特征检测方法
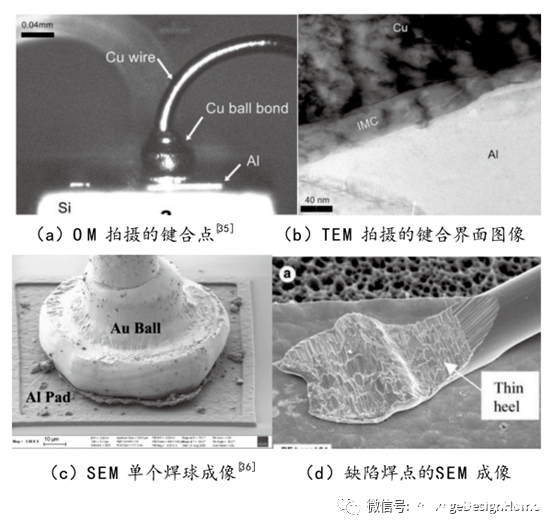
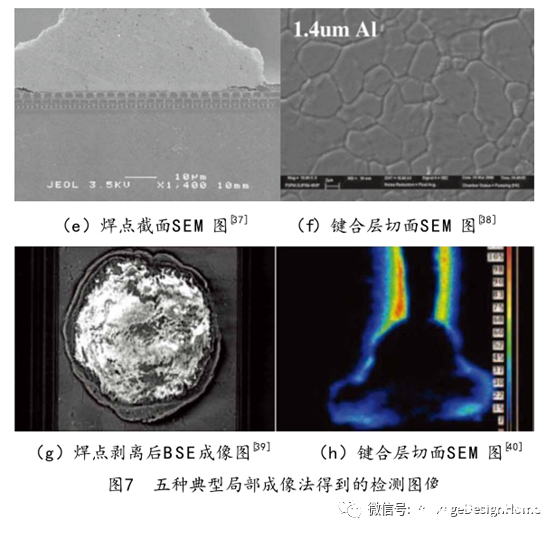
局部形貌特征直接反应键合层厚度、键合层材料结合和键合点局部形貌等重要信息。局部形貌特征的检测是通过显微成像方法实现的,包含高倍率光学显微镜(Optical Microscope, OM)、扫描电子显微镜(scanning Electron Microscope, SEM)、透射电子显微镜(Transmission Electron Microscope,TEM)、电子背景散射成像(Back-Scatter Electron image,BSE)和电子探针显微分析(Electro-Probe Microanalyzer, EPMA)等,图7分别为五种成像手段得到的典型结果。
显微成像通常用于分析焊点的表面形貌、成型特点、研究新工艺或新材料下焊点的形成质量。其中SEM使用最为广泛。在进行键合材料分析时,还可以结合X射线散射能谱仪(line-scan Energy Dispersive X-ray, EDX)、次级离子质谱分析仪(Time-of-Flight Secondary Ion Mass Spectroscopy,Tof-SIMS),弹坑测试(Crater test) [41] 等材料分析手段进行进一步研究。
4.2 整体形貌特征检测方法
整体形貌特征可用于评价引线键合的塌陷和几何参数不合格等问题。键合线的整体形貌特征检测方法有光学成像法、X射线透射成像法和红外热成像法等。
X射线成像是利用不同材料对X射线的穿透能力不同实现成像的方法,它可以穿透封装外壳,对完成封装的完整芯片进行成像,并分析内部引线的键合情况,因此可以用于工作中损坏的芯片检测。
红外热成像法通常用于大功率芯片的整体检测,该方法可以通过热量集中点位置的分析,实现缺陷检测。
基于光学图像传感器的键合线整体形貌检测,由于具有可以实现在线自动化快速检测的特点,且图像传感器和图像处理技术发展迅速,因此受到了国内外研究者的重视。对封装中键合线的断线、丢线、偏移、焊线长度过短或过长、下垂和触碰等进行整体成像检测。随着集成电路的复杂度和集成度的提高和对检测速度要求的提高,近年来基于成像方法的键合线检测研究主要集中在提高检测效率和精度、适应高密度或空间布局复杂的键合线检测、优化图像质量、提高特征提取准确度和采用新的激励源实现特殊成像。
在图像处理和特征提取的算法优化方面,1993年Wang Q.W.等人提出利用神经网络算法预测键合线质量。1994年Khotanzad A.等人通过优化边缘提取算法,通过二维图像的分析实现了焊球形貌、焊球位置和焊线直线度等参数的分析。1996年,Rajeswari等人通过优化图像增强算法和改进系统照明,设计完成了基于机器视觉的快速自动焊线检测系统。Kong F.Z.于2009年提出了利用小波算法实现低清晰度的芯片键合线图像去噪和增强,该算法解决了边缘图形清晰度下降时依然保证高精度的键合线识别。2013年Kong F.Z.等人将SIFT-MIC算法减少运算量,提高了提取键合线特征的效率。实验表明该方法具有对拍摄图像角度和位置不敏感的优点,同时具有很好的位置精度和测量效率。
在提升检测效率方面,1992年Tsukahara H.等人为了提高键合检测精度,在一套图像采集系统中用两种光源对焊球和键合线分别进行图像采集和处理,从而实现了±5 μm、0.2 s的键合线检测。1999年Rajeswari等人通过系统分析认为图像采集部分是限制引线键合监测系统速度的瓶颈。为了实现高速实时的检测,提出了分步采集的方式,并设计了相关的算法流程,最终通过边采集边运算实现了单次检测总时间0.22 s的实时检测分析系统。2007年Perng D.B.等人利用荧光光源实现了焊线检测中增强焊线在图像中的对比度,增加了图像识别的准确性。并利用增强的焊线图像结合数学建模,实现了单俯视图识别焊线下垂。
在改进检测系统设计方面,1997年Liang MongKoh等人基于二维机器视觉提出了两种精确测量焊球高度的方法,一种利用结构光识别算法,另一种利用自动聚焦过程处理。两种算法的测量准确度都可以达到±1 μm。2007年Perng D.B.等人利用LED搭建了用于键合线检测的可调空间结构光系统。该系统提供可控的不同方向的光源,与成像系统配合可以实现二维或三维的芯片整体键合线检测。
在解决空间复杂走线问题方面,1997年S.H. Ong等人提出利用单摄像头多角度成像实现键合线的3维建模,并建立了相关的算法。2000年Q.Z. Ye等人单摄像头旋转芯片的方法,实现了键合线的3维建模,并通过模型分析和算法优化实现了运算速度的提高。2010年Der-Baau Perng等人为了解决高密度多层键合线分析的困难,通过分别采集引线框、焊点位置和引线交错信息实现了高速自动识别多层走线间的关系。
在新方法实现特殊成像方面,2011年WangX.Y.等人提出了以激光通过狭缝形成的干涉条纹作为光源,利用键合线对干涉条纹的扰动实现微键合线形貌的识别。2014年Kongjing Li等人提出的涡流脉冲热成像法(eddy current pulsed thermography,ECPT)利用电磁感应原理以脉冲式的涡流作为激励源,并利用热成像仪对被涡流加热后的键合线进行成像。仿真和实验表明,针对普通成像无法检测出的键合线部分断裂或焊点部分脱落等缺陷,该方法能够进行有效快速的检测。2014年Dietachmayr F.W.等人针对大功率器件中为提高芯片长期可靠性常用冗余焊接(多根焊线用于同一电通路)中,两根或多跟焊接线中一根出现局部断裂等缺陷时无法检测的问题,基于法拉第效应提出了键合线的电磁图像法(magneto-optical imaging)。该方法也能解决其他情况下的焊接检测问题。
5 检测方法对比总结
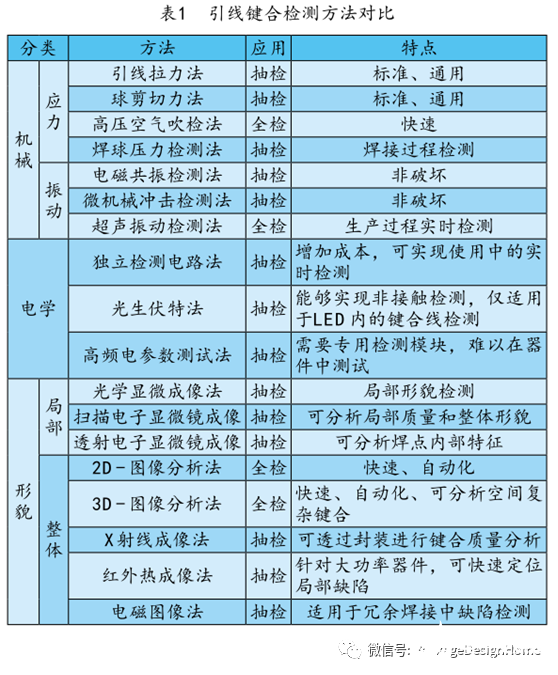
本文对电子器件封装中引线键合质量的检测方法进行了详细综述。从应用的角度出发,引线键合的检测有抽检和全检。各种检测方法及其特点对比见表1。
6 未来与展望
虽然引线键合技术经过几十年的发展,不断提高和完善,但是在该技术领域依然存在巨大的发展空间和许多未解决的问题。
首先是采用铜和铝等廉价引线材料替代金等传统引线材料所产生的新问题。在铜线键合技术中,离子间化合物形成更为困难,键合层薄,因此容易形成不易检测的缺陷焊点;铜键合线的硬度比金更大,又常应用于大功率器件中,温度造成的疲劳应力问题更加显著;另外由于铜的硬度高,造成适用于金线键合的检测手段应用于铜线键合时现象不同,例如球剪切力法中铜焊球会整体脱落而不是像金焊球一样被部分拨出;铜键合时更大的压力造成的焊盘变形容易引起局部裂缝;铜的抗腐蚀性和抗氧化性不如金。现有的检测手段无法很好地解决这些问题。
其次是集成电路发展为键合技术提出新的要求。随着芯片集成度的提高,对粗引线键合、单焊盘多焊点、微间距引线键合和空间立体走线的需求不断加剧。针对传统封装形式设计的检测手段难以满足这些新的需求。
除了通常的集成电路芯片封装之外,人们还将引线键合技术用于MEMS微传感器、微型电感和微型弹簧等非传统应用中,这些非传统应用中的键合线通常不是标准形式,也需要针对具体应用场合进行研究。
欢迎扫码添加小编微信
审核编辑 黄宇
-
功率器
+关注
关注
0文章
9浏览量
8324 -
键合
+关注
关注
0文章
106浏览量
8303 -
引线键合
+关注
关注
2文章
38浏览量
8629
发布评论请先 登录
半导体引线键合熔断电流全解析:推拉力测试机如何提升器件可靠性?

高频超声键合技术:引线键合工艺优化与质量检测方法

半导体封装引线键合技术:超声键合步骤、优势与推拉力测试标准

一文读懂引线键合可靠性:材料选型、失效风险与测试验证全解析

一文了解什么是半导体引线键合中的弹坑?

半导体封装Wire Bonding (引线键合)工艺技术的详解;

半导体“金(Au)丝引线键合”失效机理分析、预防及改善的详解;


引线键合的三种技术
不良瓷嘴导致LED断线死灯问题多,瓷嘴优化刻不容缓
什么是引线键合?芯片引线键合保护胶用什么比较好?
提供半导体工艺可靠性测试-WLR晶圆可靠性测试
基于推拉力测试机的化学镀镍钯金电路板金丝键合可靠性验证

引线键合替代技术有哪些




评论