 化工厂安全生产数字化转型物联网解决方案
化工厂安全生产数字化转型物联网解决方案
化工行业涉及百姓衣食住行的方方面面,并广泛地为农业、工业、医疗及快消品等众多领域提供有力支持。但在强势的发展劲头背后,化工行业行业逐渐呈现出薄弱之处,仍保留着粗犷的生产管理模式,对于生产过程中的安全、节能、环保、高效等多个方面仍存在不足。
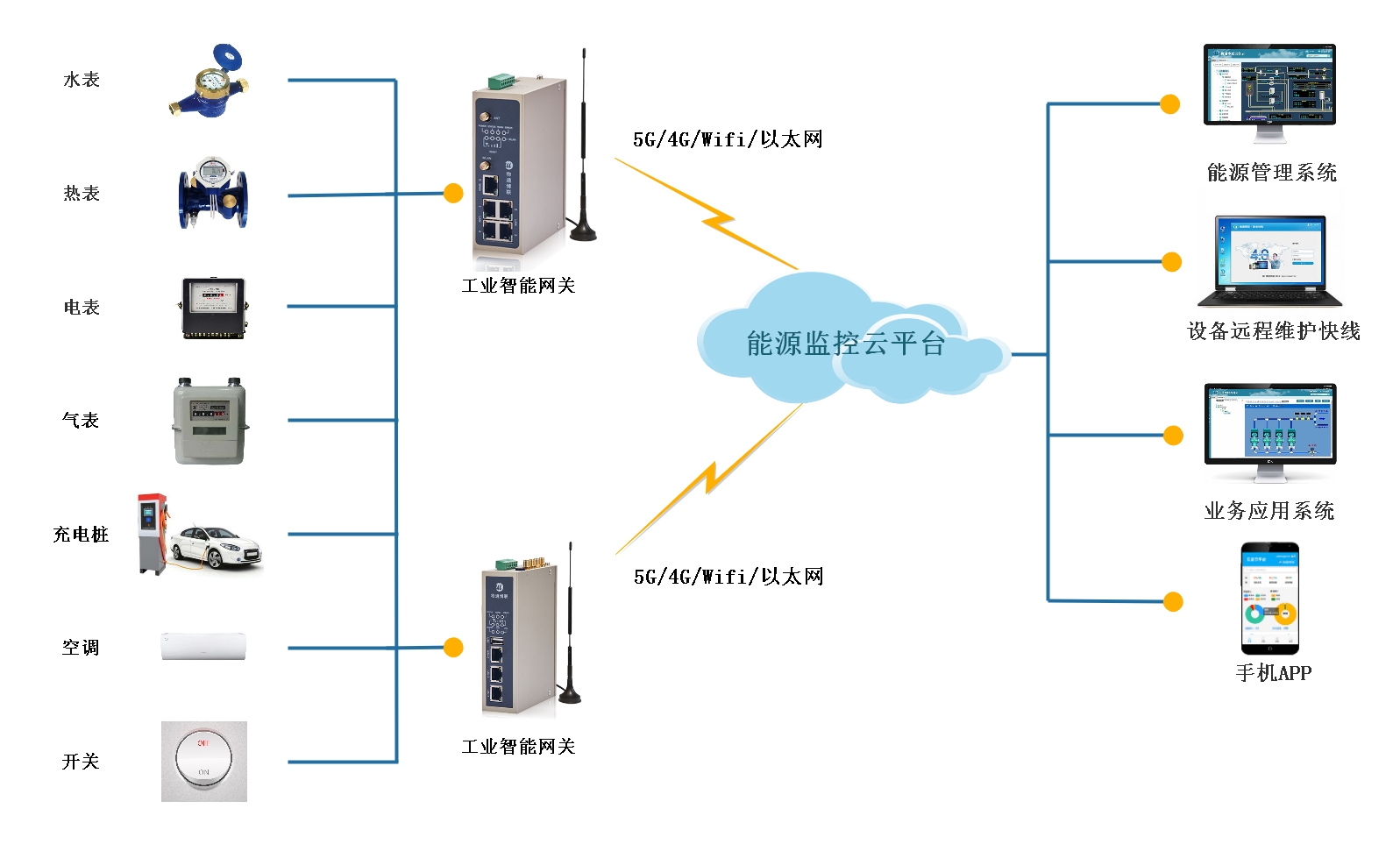
化工生产常常伴随种类多、危害性高的副产物及废料产出,且生产过程中处于高温高压状态,无形中加重了老旧设备的故障事故风险。为加强化工厂的实时监测管理,物通博联提供工业物联网解决方案,实现设备数据的高效管理,提高生产过程的可控性,并有助于管理运维人员实现设备的感知、分析、决策和管理等。

利用数据采集设备将工业设备和物联网连接起来,实现设备状态、工艺参数、报警数据、运维工单等信息的线上化管理,使得各种操作请求可以发送到设备和制造商手中。比如,通过设定报警规则与通知方式,管理人员可以查看报警信息并采取措施远程控制设备,设备制造商也能派出工程师进行远程编程调试和远程上下载程序等操作。
通过建立各类设备数据、环境数据的安全监测机制,企业可以更好的把控生产过程中的风险,并制定合理的应急预案,做到事故的提前预防和处理,避免出现更大的损失和危害。
借助手机端和电脑端的远程监控平台,企业中的管理员、厂长、工程师等都能获得相应的权限,用以查询各种设备并获得决策支持,从而促进生产的稳定进行,达到更加安全、节能、环保和高效。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
物联网
+关注
关注
2914文章
45014浏览量
377921 -
数据采集
+关注
关注
39文章
6311浏览量
114153 -
数字化
+关注
关注
8文章
8883浏览量
62273
发布评论请先 登录
相关推荐
数字化工厂 制造业转型升级的必由之路 珠海先达
、生产流程和管理方式,为企业在激烈的市场竞争中赢得了先机。 一、数字化工厂的核心要素:全面数字化 在传统制造业中,一个小小的错误可能导致巨大的损失。为了规避这种风险,数字化工厂应运而生
数字化工厂建设 数字化工厂设计 上海尤劲恩
劲恩(上海)信息科技有限公司成立于2007年,一家集全球化服务的工业集成与系统服务商,也是控制柜生产厂家,为要求严格的新兴行业开发高品质的电气化、自动化、数字化工业集成与工程的
珠海先达数字化工厂:制造业转型的新引擎
售后服务的即时响应,均成为数字化工厂构建中不可或缺的要素。随着企业对新兴技术的不断采纳与高端人才的广泛吸纳,一种全新的数字化工厂模式正逐步引领制造业向高度定制化与系统化迈进。那么,究竟
化工厂能耗监测物联网解决方案
重点用能单位落实节能主体责任,加强节能管理,建设能耗在线监测系统,并按时接入省级重点用能单位能耗在线监测平台。 针对这一需求,物通博联提供高效可靠的化工厂能耗监测物联网
机械加工物联网解决方案:助力数字化工厂智能化升级
基于数字化工厂的机械加工物联网解决方案,以深控技术的 “不需要点表的工业网关” 为重要支撑,为机械加工企业实现生产过程和经营业务最优化提供了

数字化工厂如何实现TPM管理的可视化?
TPM管理作为提高生产效率、降低运营成本的重要手段,正日益受到数字化工厂的关注。但是,对于许多工厂来说,如何实现TPM管理的可视化是一大难题。本文天行健咨询就此问题作出如下解析: 1、
数字化工厂管理系统功能
在当今这个科技日新月异的时代,数字化已成为推动各行各业转型升级的重要引擎。其中,数字化工厂管理系统作为智能制造的核心组成部分,正引领着制造业向更高效、更智能、更可持续的方向迈进。 数字化工厂
化工厂定位的解决方案是什么?可以解决哪些难题
复杂数据而且还能监测出化工厂的气体,在人员遇到异常或是危险的时候,将一切损失降到随地或是从根源处避免出现。 一、化工厂定位的解决方案是什么? 首先比较推崇的方案是使用适合
欧姆龙智能制造解决方案驱动数智化工厂高效转型
近日,由工控媒体智博数字主办的“智能引领,数字赋能——数字化与智能化工厂技术行业交流会”在厦门圆满收官。欧姆龙自动化(中国)有限公司自动
数字化工厂,推动制造业智能化发展
随着科技的不断进步,数字化工厂已经成为了制造业的新趋势,是的指利用信息技术和制造技术相结合,实现工厂生产过程的数字化、智能化和网络





 工商网监
工商网监
评论